4.11. Отпуск стали
4.11. Отпуск стали
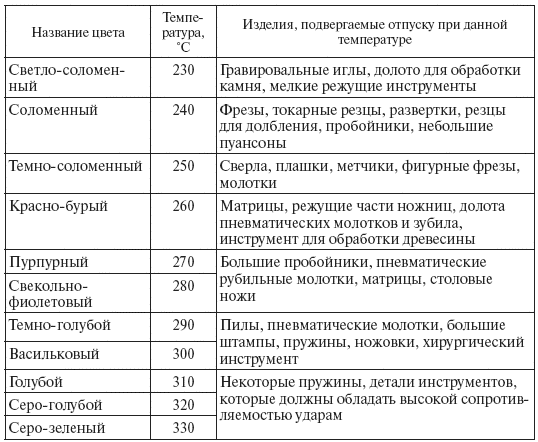
Отпуск – это термическая операция, которой подвергают предварительно закаленные стальные изделия. Она заключается в нагревании изделий до определенной температуры, выдерживании при этой температуре и последующем постепенном охлаждении на воздухе. Отпуск на цвет побежалости производится в интервале температур 230–330 °C (табл. 25) с последующим замачиванием в воде.
Таблица 25
Цвета побежалости при отпуске стали
Цель отпуска – уменьшение или полное снятие внутренних напряжений в изделии, появившихся во время закалки, улучшение пластических свойств, уменьшение хрупкости и некоторое снижение твердости (степень твердости зависит от температуры отпуска), увеличение вязкости.Применяют три способа отпуска закаленной стали: низкий – при температуре 150–250 °C, средний – при температуре 350–450 °C и высокий – при температуре 450–650 °C.
Температуру отпуска для определенных марок стали (а также разных изделий) и вид охлаждающей среды определяют по специальным таблицам.
Нагрев при отпуске производится в масляных, селитровых или щелочных ваннах, а также в газовых, мазутных или электрических печах с воздушной атмосферой. В ряде случаев применяется нагрев в горне или на разогретой металлической плите. Общее время пребывания изделия в печи при отпуске составляет примерно 2–3 мин на 1 мм наименьшего сечения детали, но не менее 30–40 мин.
В результате низкотемпературного отпуска при температуре 150–250 °C уменьшаются внутренние напряжения и хрупкость стали, незначительно снижается твердость, несколько увеличивается вязкость. Низкому отпуску подвергаются изделия, которые должны иметь высокую твердость (режущий и мерительный инструмент). Средний отпуск при температуре 350–450 °C несколько снижает твердость и значительно увеличивает вязкость, сопротивляемость стали ударам, прочность и упругость. Применяется для пил, рессор-пружин, молотков, матриц, пуансонов, автомобильных деталей. Высокий отпуск при температурах 450–650 °C полностью устраняет внутренние напряжения и обеспечивает наилучшее сочетание прочности и вязкости стали при достаточной ее твердости. Применяется для ответственных деталей.
Двойной отпуск применяется для инструмента, поверхность которого должна иметь различную твердость (пуансон, вырубной штамп, прошивень, зубило). Например, зубило: первый отпуск при температуре ниже 300 °C выполняют для режущей части, второй отпуск при температуре 300–500 °C – для головки зубила.
Термическое улучшение стали состоит из процессов закаливания и высокого отпуска. Тем самым достигается улучшение механических свойств стали, обеспечивается возможность обработки резанием.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
4.4. Отжиг стали
4.4. Отжиг стали Отжигом называют термическую операцию, заключающуюся в нагревании материала до определенной температуры, выдерживании его при этой температуре и медленном охлаждении.Целью отжига углеродистой стали является снятие внутренних напряжений, получение
4.5. Закалка стали
4.5. Закалка стали Закалкой называется технологический процесс термической обработки, применяемый для получения высоких механических свойств стальных изделий за счет изменения их структуры. Закалка состоит в нагревании изделия до определенной температуры, выдержке при
4.7. Поверхностная закалка стали
4.7. Поверхностная закалка стали Поверхностная закалка стали состоит из быстрого нагрева поверхностного слоя стали до температуры, значительно превышающей критическую, и последующего быстрого ее охлаждения. При этом обеспечивается высокая поверхностная твердость при
Коптильни из нержавеющей стали
Коптильни из нержавеющей стали Почему нержавейка?Большинство наших сограждан, которые являются любителями копченых продуктов, заинтересованы в портативных устройствах, которые можно взять с собой на природу, а также использовать в домашних условиях, в квартирах и
КЛИНКОВЫЕ СТАЛИ
КЛИНКОВЫЕ СТАЛИ Локомотивом научно-технической революции XX века выступило производство стали — сплава железа с углеродом. Сталь оказала решающее влияние на развитие всех областей науки и техники. Не исключено, что именно производство клинкового оружия послужило в
Отправляемся в отпуск
Отправляемся в отпуск Берите в самолет самое необходимое. Отложите вещи, которые могут понадобиться вам, пока вы прибудете к месту назначения. Положите их в ручную кладь и возьмите с собой в самолет. Если багаж потеряется, по крайней мере, у вас будет все самое необходимое,
Черные металлы и стали
Черные металлы и стали Продуктами доменного производства являются чугун, доменный шлак, колошниковый газ и колошниковая пыль. Чугун , выплавляемый в доменных печах, по своему назначению делят на три группы: литейный, передельный и ферросплавы. Из всей
Термическая обработка стали
Термическая обработка стали Термическая обработка придает стальным изделиям определенные механические свойства: высокую твердость (при этом повышается сопротивление износу), меньшую хрупкость для улучшения обработки или повышения ударной вязкости и т. д. Это
16. Защита: удержание и облаивание, отпуск
16. Защита: удержание и облаивание, отпуск НЕСКОЛЬКО ЛЕТ НАЗАД, обсуждая защитный раздел с кол-легой-дрессировщиком, мы услышали рассказ, который лучше всего иллюстрирует основную проблему следующего этапа дрессировки. Вот он:«У меня была замечательная молодая собака,
Кровля из стали
Кровля из стали Традиционным в России материалом для металлических кровель является оцинкованная сталь. Обычная листовая сталь при эксплуатации быстро подвергается коррозии и поэтому не может считаться надежным кровельным материалом. Оцинкованная сталь – это
Устройство кровли из листовой стали
Устройство кровли из листовой стали Кровли из листовой стали делают как правило на крышах со сложной геометрией. Из листов кровельной стали независимо от типа покрытия выполняются карнизные свесы, разжелобки, ендовы, надстенные желоба, водосточные трубы, различные
Заготовка картин из листовой стали
Заготовка картин из листовой стали Отдельные кровельные листы прямоугольной формы со стандартными размерами – 1420x710 мм, перед укладкой на основание кровли соединяют между собой лежачими фальцами в рядовые полосы, состоящие из двух и более листов. Фальц или фальцевое