4.7. Поверхностная закалка стали
4.7. Поверхностная закалка стали
Поверхностная закалка стали состоит из быстрого нагрева поверхностного слоя стали до температуры, значительно превышающей критическую, и последующего быстрого ее охлаждения. При этом обеспечивается высокая поверхностная твердость при мягкой и пластичной сердцевине детали.
В промышленности применяются следующие способы нагрева для поверхностной закалки: газопламенный (ацетилено-кислородным пламенем); контактный или индукционный электронагрев; в электролите; в соляных и металлических ваннах.
Для индукционного нагрева применяют ток промышленной, средней и высокой частоты.
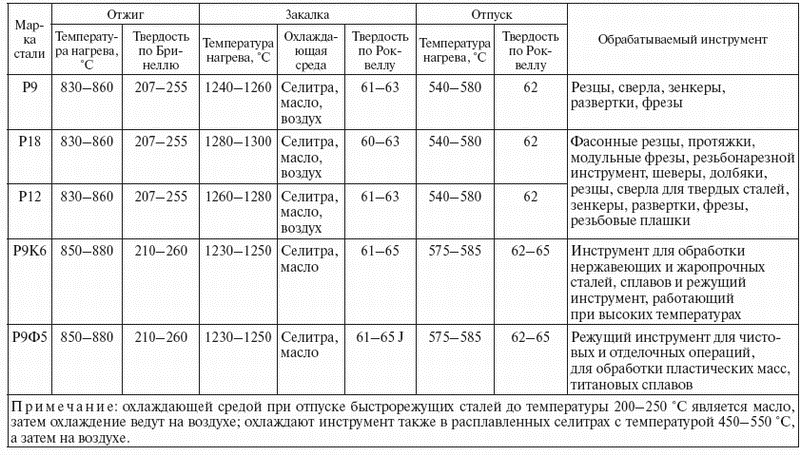
Таблица 24
Режимы термической обработки быстрорежущей стали
В качестве электролитов при нагреве за счет пропускания тока между деталью-катодом и корпусом ванны – анодом применяются 10 %-ные растворы поваренной соли, поташа и кальцинированной соды.
Основное преимущество поверхностной закалки стали – повышение выносливости детали к воздействию разного рода динамических нагрузок (например, изгибающих, на срез) при сохранении большой износостойкости. Этот метод позволяет получить твердую износостойкую поверхность и пластичную сердцевину.
Применяя поверхностную закалку стали, сокращают время обработки, так как нагрев длится недолго. При небольшом времени обработки не происходит обезуглероживания и окисления стали. Нагревание только наружного слоя исключает возможность появления больших напряжений.
Для газопламенного нагрева стали при поверхностной закалке используют горелку, соединенную с ацетиленовым и кислородным баллонами. Ацетилено-кислородным пламенем нагревают поверхность изделия. С горелкой соединено сопло, через которое подается вода. Пламя горелки за время передвижения с определенной скоростью над поверхностью стали нагревает ее, а через сопло, находящееся за горелкой и передвигающееся вместе с ней, на нагретую поверхность подается вода, быстро охлаждающая изделие.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
4.4. Отжиг стали
4.4. Отжиг стали Отжигом называют термическую операцию, заключающуюся в нагревании материала до определенной температуры, выдерживании его при этой температуре и медленном охлаждении.Целью отжига углеродистой стали является снятие внутренних напряжений, получение
4.5. Закалка стали
4.5. Закалка стали Закалкой называется технологический процесс термической обработки, применяемый для получения высоких механических свойств стальных изделий за счет изменения их структуры. Закалка состоит в нагревании изделия до определенной температуры, выдержке при
4.11. Отпуск стали
4.11. Отпуск стали Отпуск – это термическая операция, которой подвергают предварительно закаленные стальные изделия. Она заключается в нагревании изделий до определенной температуры, выдерживании при этой температуре и последующем постепенном охлаждении на воздухе.
Коптильни из нержавеющей стали
Коптильни из нержавеющей стали Почему нержавейка?Большинство наших сограждан, которые являются любителями копченых продуктов, заинтересованы в портативных устройствах, которые можно взять с собой на природу, а также использовать в домашних условиях, в квартирах и
КЛИНКОВЫЕ СТАЛИ
КЛИНКОВЫЕ СТАЛИ Локомотивом научно-технической революции XX века выступило производство стали — сплава железа с углеродом. Сталь оказала решающее влияние на развитие всех областей науки и техники. Не исключено, что именно производство клинкового оружия послужило в
Черные металлы и стали
Черные металлы и стали Продуктами доменного производства являются чугун, доменный шлак, колошниковый газ и колошниковая пыль. Чугун , выплавляемый в доменных печах, по своему назначению делят на три группы: литейный, передельный и ферросплавы. Из всей
Термическая обработка стали
Термическая обработка стали Термическая обработка придает стальным изделиям определенные механические свойства: высокую твердость (при этом повышается сопротивление износу), меньшую хрупкость для улучшения обработки или повышения ударной вязкости и т. д. Это
Кровля из стали
Кровля из стали Традиционным в России материалом для металлических кровель является оцинкованная сталь. Обычная листовая сталь при эксплуатации быстро подвергается коррозии и поэтому не может считаться надежным кровельным материалом. Оцинкованная сталь – это
Устройство кровли из листовой стали
Устройство кровли из листовой стали Кровли из листовой стали делают как правило на крышах со сложной геометрией. Из листов кровельной стали независимо от типа покрытия выполняются карнизные свесы, разжелобки, ендовы, надстенные желоба, водосточные трубы, различные
Заготовка картин из листовой стали
Заготовка картин из листовой стали Отдельные кровельные листы прямоугольной формы со стандартными размерами – 1420x710 мм, перед укладкой на основание кровли соединяют между собой лежачими фальцами в рядовые полосы, состоящие из двух и более листов. Фальц или фальцевое