Гальваническое гравирование металлов
Гальваническое гравирование металлов
Второй способ травления несложен, требует наличия простого источника постоянного тока и позволяет производить гравирование на всех металлах и сплавах, даже на закаленной и нержавеющей стали. Способ этот похож на химическое гравирование, но имеет много преимуществ перед ним:
• травления гальваническим способом происходит быстрее;
• контуры вытравленного рисунка получаются более резкими и отчетливыми;
• в состав протравы не входят едкие кислоты.
Если рассмотреть через лупу рисунок, вытравленный химическим способом, то окажется, что края отдельных углубленных линий неровны и чем глубже линия, тем она шире протравлена. При гальваническом способе травления края отдельных линий получаются совершенно гладкими, а стенки углублений – вертикальными.
Изделие под электрохимическое гравирование подготавливают так же, как при химическом гравировании. Затем его помещают в электрохимическую ванну и в качестве анода подключают к положительному выводу источника тока (рис. 34, а). Обычно такой предмет подвешивают на проволоке, которая припаивается оловянным припоем к непокрытому месту изделия; место спайки покрывается лаком (для тяжелых предметов придется предусмотреть дополнительные подвесы из инертного материала). Отрицательный вывод подключают к катоду, представляющему собой свинцовую пластину[9]. Источник постоянного тока должен иметь рабочее напряжение 5–10 В. Составы электролитов для электрохимического гравирования и режимы обработки зависят от материала конкретного изделия.
Таблица 3. Составы электролитов для электрохимического гравирования

Примечание: Ст – сталь, М – медь, Л – латунь, А – алюминий и его сплавы.
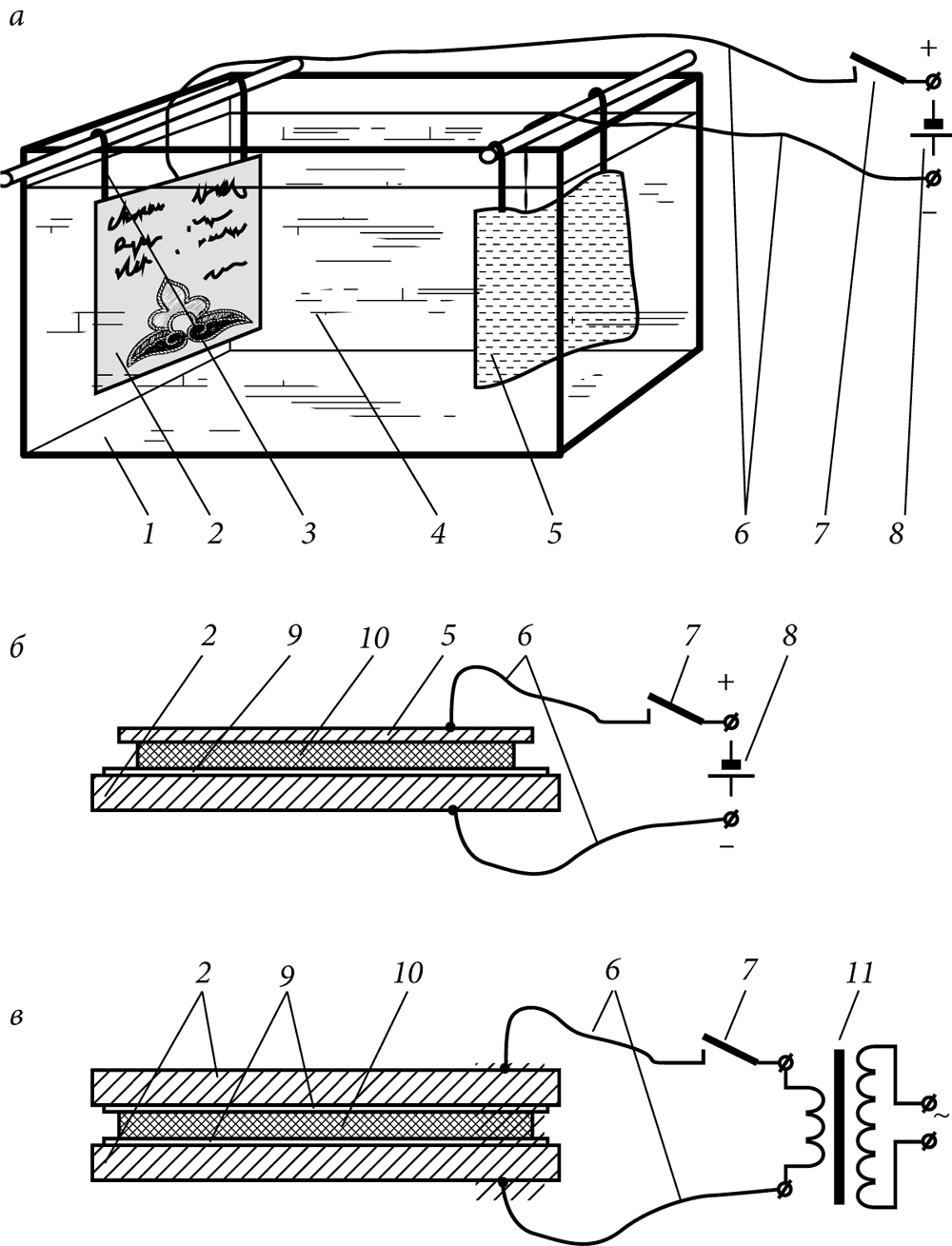
Рис. 34. Гальваническое гравирование: а – обычный способ; б – полусухой способ; в – схема включения для переменного тока: 1 – корпус ванны; 2 – изделие (анод); 3 – подвес; 4 – раствор электролита; 5 – свинцовая пластина (катод); 6 – подводящие провода; 7 – выключатель; 8 – источник постоянного тока; 9 – покрытие (слой воска); 10 – слой ваты или ситца (пропитанный электролитом); 11 – источник переменного тока
Если различные части рисунка требуется протравить до различной глубины, то через некоторый промежуток времени предмет вынимают из ванны, споласкивают его и на места, которые не требуется вытравлять глубже, кисточкой наносят предохранительное покрытие, а затем снова вешают предмет в ванне и продолжают травление.
Добившись желаемого результата, ток отключают, проволоку отпаивают, изделие промывают скипидаром и приступают к окончательной отделке – шлифовке, полировке.
Электрогравирование можно осуществить и так называемым полусухим способом. Берут металлическую пластинку, на которой надо выгравировать рисунок, узор, надпись, с одной стороны к ней припаивают провод и подключают его к положительному полюсу источника постоянного тока, с другой – тщательно полируют поверхность. Затем пластинку нагревают до температуры 100–120 °С и натирают место, где будет рисунок, парафином, стеарином, воском или просто свиным салом так, чтобы это покрытие расплавилось и покрыло поверхность металла тонким ровным слоем.
Когда пластинка остынет, иглой процарапывают линии желаемого изображения и осторожно удаляют стружки покрытия. Затем на рисунок кладут ровный слой ваты или кусок ситца, сложенный втрое, смоченный в 30 %-м растворе поваренной соли, так, чтобы вата или ситец плотно прилегали к пластинке. На вату или ситец кладут другую металлическую пластинку, соединенную с отрицательным полюсом батареи. Проверяют, чтобы между пластинами не было прямого соприкосновения (чтобы исключить возможность короткого замыкания), и включают ток.
Через 10–15 мин, в зависимости от силы подаваемого тока, на металлической пластинке вытравится нарисованный вами на жировой поверхности рисунок или надпись. Если желательно протравить рисунок очень глубоко, надо дольше держать его под током. Схема подключения изделия при полусухом электрогравировании показана на рис. 34, б.
Когда будет закончен процесс травления, пластинку тщательно промывают водой, немного подогревают, снимают с нее слой жира и тщательно протирают тряпкой.
Выгравированный таким способом рисунок на алюминии получается нарисованным бархатисто-черными штрихами. На желтой латуни рисунок получается коричневатый.
Чем тверже металл, тем больше времени потребуется для его протравливания. Если на алюминии протравливание можно производить за 10–15 мин, то на латуни потребуется 40–45 мин. Величину тока подбирают опытным путем.
За неимением источника постоянного тока можно произвести электрогравирование и переменным током низкого напряжения и не особенно большой силы. Однако такой процесс гравирования будет проходить значительно медленнее. Это происходит, во-первых, потому, что переменный ток 50 раз в секунду меняет свое направление и эффект травления производится сразу на обе пластины; во-вторых, от переменного тока пластины быстро нагреваются и ток приходится часто выключать, чтобы жировой слой не растаял и не залил рисунка. Если это случится, придется все начинать сначала.
Электрогравирование переменным током можно несколько ускорить, если под напряжение одновременно класть две пластинки с рисунками, т. е. вместо свободной катодной пластины использовать еще одну пластину с рисунком.
Электрогравирование переменным током лучше производить при напряжении 2 В и никак не более 4 В. Держать под током пластины надо не более 5–7 мин, затем делать перерыв минут на пять и снова включать. Раствор соли следует брать 15 %-й, тогда он будет медленнее вскипать.
Схема включения для электрогравирования переменным током дана на рис. 34, в.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
3.7. Коррозия металлов
3.7. Коррозия металлов Коррозией металла называется разрушение его поверхности, вызываемое химическими или электрохимическими процессами под воздействием окружающей среды.По характеру коррозионной среды, воздействующей на поверхность металлов и их сплавов, коррозия
Строение и свойства металлов
Строение и свойства металлов В твердых телах, к которым относятся и металлы, атомы по-разному располагаются в пространстве:? беспорядочно, т. е. для каждого атома нет строго определенного места относительно других атомов. Такое строение типично для аморфных веществ,
Свариваемость металлов
Свариваемость металлов Свариваемость – это свойство или сочетание свойств металлов образовывать при установленной технологии сварки соединение, которое отвечает всем требованиям, обусловленным конструкцией и эксплуатацией изделия, т. е. она представляет собой
Строение металлов и их свойства
Строение металлов и их свойства Металлы и металлические сплавы представляют собой кристаллические тела, состоящие из бесчисленного множества кристаллических образований, групп (в виде отдельных прочно связанных между собой зерен). Железо может быть в нескольких
Гравирование сложного орнамента
Гравирование сложного орнамента Гравирование орнамента начинают, как правило, с кривых линий болтштихелем № 6, устанавливая его режущую кромку на контуре линии; нажимают на ручку штихеля ладонью правой руки так, чтобы овальная часть режущей кромки углубилась в металл
Гравирование под чернение
Гравирование под чернение Этот метод применяют для того, чтобы выгравированное на металле изображение стало более контрастным. Применяют этот метод преимущественно при гравировании изделий из серебра. При гравировании под чернение делают углубления с помощью штихелей
Гравирование под глянец
Гравирование под глянец Декоративный эффект в этом виде гравировки достигается контрастным противопоставлением матовой или темной поверхности металла блестящим линиям гравировки. Этим способом выполняются не только узоры, но и надписи каллиграфическим и рукописным
Гравирование текстов
Гравирование текстов При гравировании выпуклого текста лишний металл срезают штихелем, зубилом или сечкой на глубину не менее 0,3 мм. Готовая буква (цифра) должна выступать над торцом пуансона на 0,3–0,5 мм и более. При нормальном режиме ручной набивки пуансонами или
Механическое гравирование
Механическое гравирование Механизация граверных работ возможна при использовании специального оборудования и применении усовершенствованного инструмента. При этом можно за одну установку обрабатывать деталь, гравировать, сверлить и фрезеровать сопряженный профиль
Химическое гравирование металлов
Химическое гравирование металлов Сущность технологического процесса изготовления художественных изделий методом химического травления (рис. 33) состоит в следующем: металлическое объемное изделие или пластину покрывают слоем кислото– и щелочеупорного лака. После
Химическая отделка металлов
Химическая отделка металлов Химическая отделка изменяет и обогащает однообразный цвет металлов. Сущность ее заключается в следующем: под действием различных химических веществ на поверхности металла происходит реакция с образованием новых химических соединений,
Окрашивание металлов
Окрашивание металлов Окрашивание металлов может быть произведено двумя путями: химическим и механическим. Химическая окраска металлов основана на изменении поверхности металлов путем образования:• химических соединений;• гальванических осаждений.В любом случае