Гравирование текстов
Гравирование текстов
При гравировании выпуклого текста лишний металл срезают штихелем, зубилом или сечкой на глубину не менее 0,3 мм. Готовая буква (цифра) должна выступать над торцом пуансона на 0,3–0,5 мм и более. При нормальном режиме ручной набивки пуансонами или клеймами различного рода обозначений в поверхность обрабатываемого металла внедряются только лишь верхушки выпуклых граней букв и оставляют отпечатки глубиной 0,15–0,20 мм. Поэтому при изготовлении пуансона или клейма (рис. 26, а, б) площадки углублений внутри букв можно не полировать до блеска, а лишь загрунтовать их матиком.
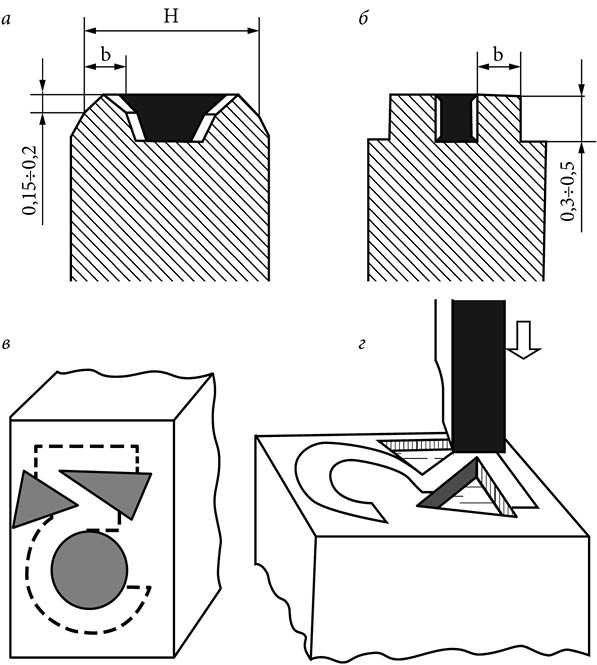
Рис. 26. Гравирование букв и знаков: а – ударное клеймо; б – пуансон; в – первоначальные участки занижения металла чеканами (закрашено); г – обработка наружного контура сечкой
Заготовку, выполненную по заданным размерам, размечают в зависимости от числа и размера знаков, т. е. букв и цифр, затем шпицштихелем прорезают канавки, определяющие расстояние между двумя буквами, так, чтобы все прямоугольные площади были одинаковой высоты и ширины. В дальнейшем эти размеры не следует изменять, так как они являются размерами будущих букв. Работа по гравированию ведется штихелем соответствующих профилей в зависимости от гравируемой буквы. Так, при гравировании буквы О применяется флахштихель для подрезки и закругления наружных углов, а для выборки внутренней выемки – болтштихель. При нанесении буквы Н используют шпицштихель и флахштихель, буквы Р – флахштихель, шпицштихель и болтштихель и т. п.
Для облегчения и ускорения процесса занижения металла по всему внутреннему контуру нарисованной буквы, перед тем как взяться за чекан, высверливают глухие отверстия на глубину, соответствующую предстоящему занижению общего фона (поля) пуансона. Диаметр сверла выбирают в зависимости от размера внутреннего поля – он не должен превышать этот размер. При гравировке мелких шрифтов сверловка не требуется, за исключением некоторых знаков.
Выборка сверлом лишнего металла облегчает последующую обработку чеканами внутреннего контура буквы и предотвращает нежелательный наклеп, влекущий за собой искажение рисунка отдельных ее элементов, а порой и всей буквы. Поэтому набивку чеканом следует производить постепенно, в несколько приемов, так как после нескольких несильных ударов по хвостовику рабочую часть чекана необходимо вынимать из углубления и удалять оттуда часть металла штихелями.
При изготовлении таких букв, как З, О, С, а также цифр 2, 6, 8, 9 для занижения внутреннего контура, имеющего круглую форму, применять чеканы вообще нет необходимости, так как металл можно просто высверлить подходящими по диаметру сверлами.
Наружный контур буквы лучше всего обрабатывать зубильцами и сечками с последующей подчисткой заниженного фона штихелями и бархатным напильником. Начинать работу следует прежде всего с занижения металла заранее намеченных участков рисунка буквы (рис. 26, в), что позволяет в дальнейшем точно выдерживать заданные размеры гравируемого знака.
Для достижения заданной толщины обводки рабочих гребешков полученной выпуклой буквы с наружной ее стороны по всему контуру начисто проходят штихелем, подчищая оставшиеся незамеченными неровности. Для этого удобнее всего пользоваться плоским штихелем.
Для соблюдения высокого качества гравирования таких частей, как овал, изгиб и угол, определяющих в целом скелет буквы, прежде всего желательно по линиям разметки пройти острым шпицштихелем. Затем, где это требуется, слегка углубленную штихелем разметку закрепляют сечкой, ставя ее скосом в поле, а плоской стороной к наружному контуру буквы (рис. 26, г). Обычно это делают для обеспечения сохранности габаритных размеров первоначальной разметки буквы и для получения возможности последующего снятия сечкой или зубильцем лишнего металла с общего фона (поля) заготовки пуансона, чтобы не задеть случайно саму букву.
Если участок поля, с которого требуется убрать металл на заданную глубину, имеет сравнительно большую площадь и штихелем, а тем более надфилем это сделать невозможно или достаточно трудно, то лучше всего использовать зубильце. Зубильце, как и чеканы, должно быть небольшим, но удобным для работы. Применять его нужно умело. Во избежание нежелательных наплывов и глубоких подрезов, влекущих за собой в дальнейшем затруднения по обработке металла, не следует наносить сильных ударов молотком по затылочной части зубильца.
В граверном деле качество обработки металла во многом зависит от техники владения инструментом. Чтобы срезать металл, соблюдая постоянную глубину выборки по всей площади поля пуансона, надо, чуть наклоняя и постепенно переставляя зубильце, слегка постукивать молотком по его затылочной части. Держа зубильце пальцами на весу приблизительно в 1 мм от обрабатываемой поверхности, выполняют проход сначала в одном направлении (к себе), а затем в противоположном, повернув к себе тисочки с заготовкой другой стороной.
Для предупреждения попадания в глаза металлической крошки рубку производят в защитных очках. Полученный немного заниженный и как бы взрыхленный фон обрабатывают плоским штихелем. Для устранения последствий предварительной выборки металла зубильцем, не всегда получающейся равномерной по всей площади, перед зачисткой штихелем производят частичную обработку заниженных участков матиком.
После обработки матиком и зачистки штихелем предварительно заниженных участков приступают к дальнейшей рубке металла до тех пор, пока не добьются конечного результата. На этом, можно сказать, процесс гравирования завершается. Однако прежде чем наводить глянец на выступающих гребешках полученной выпуклой буквы, а также заниженного поля вокруг нее и производить термообработку пуансона, следует выполнить окончательную (чистовую) обработку штихелем наружного контура выгравированного знака, предварительно подровняв плоскими чеканами участки с раздавшимся вширь металлом для водворения последнего на свое место. Дело в том, что применение при рельефных работах различного рода ударных инструментов (чеканов, зек и т. п.) влечет за собой обязательное проявление пластической деформации обрабатываемого металла, более мягкого по сравнению с материалом инструмента, распространяющейся не только по направлению удара, но и во все стороны. Поэтому, прежде чем приняться за оконтуривание штихелем, используют метод проработки отдельных участков плоскими чеканами. Затем сечкой слегка подрубают (обжимают) металл у основания знака. Это позволяет избежать нечаянных порезов поверхности поля пуансона острием штихеля и более точно выдержать при подчистке знака заданную общую толщину обводки, что играет ключевую роль для получения впоследствии четкого оттиска на поверхности обрабатываемого данным пуансоном изделия.
Для наведения и поддержания глянца на нетронутых чеканами поверхностях выпуклых элементов знака с целью создания удобства сравнения толщины обводки и подведения их под общую плоскость в угол с базовыми плоскостями заготовки пуансона, а также для определения и последующего устранения упущений в гравировке следует пользоваться пространственным угольником. При этом заготовку пуансона плотно прижимают рукой к внутреннему углу угольника, который ставят на доводочный брусок так, чтобы рабочая часть пуансона оказалась прижатой к абразиву, и производят несколько прямолинейных движений.
Для примера рассмотрим гравирование пуансона с цифрой «4» – пожалуй, одного из самых сложных знаков арабского шрифта. Гравирование начинают обычно с проработки контуров острием шпицштихеля или мессерштихеля. Затем в местах соединения и пересечения линий разметки, немного отступив по биссектрисе угла, керном ставят глубокие лунки. Шпицштихелем или мессерштихелем сверху вниз, направляя острие к центру лунки, подрезают незаниженные закругления в углах как наружного, так и внутреннего контуров. После этого внутренний контур занижают и калибруют фигурным чеканом.
Деформированные части заготовки с разметкой цифры выравнивают плоским чеканом, подчеркивая грани и тем самым водворяя на свои места базовые участки рабочей части пуансона. Опасаясь, что металл может вновь «поплыть» от дальнейшего занижения чеканами поля пуансона вокруг цифры и повлечь за собой искажение разметки, остальную работу по удалению металла выполняют сечкой на запланированную глубину. Образованные нерабочие участки срезают под общую плоскость плоским штихелем, а где и той же сечкой. Срезать металл следует не от цифры, а к цифре, при этом немного отступив от боковой базовой грани еще не заниженной поверхности поля пуансона, так как при последующей подрезке вдоль контура цифры нетронутый штихелем или сечкой выступ будет непременно снят.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Гравирование сложного орнамента
Гравирование сложного орнамента Гравирование орнамента начинают, как правило, с кривых линий болтштихелем № 6, устанавливая его режущую кромку на контуре линии; нажимают на ручку штихеля ладонью правой руки так, чтобы овальная часть режущей кромки углубилась в металл
Гравирование под чернение
Гравирование под чернение Этот метод применяют для того, чтобы выгравированное на металле изображение стало более контрастным. Применяют этот метод преимущественно при гравировании изделий из серебра. При гравировании под чернение делают углубления с помощью штихелей
Гравирование под глянец
Гравирование под глянец Декоративный эффект в этом виде гравировки достигается контрастным противопоставлением матовой или темной поверхности металла блестящим линиям гравировки. Этим способом выполняются не только узоры, но и надписи каллиграфическим и рукописным
Механическое гравирование
Механическое гравирование Механизация граверных работ возможна при использовании специального оборудования и применении усовершенствованного инструмента. При этом можно за одну установку обрабатывать деталь, гравировать, сверлить и фрезеровать сопряженный профиль
Химическое гравирование металлов
Химическое гравирование металлов Сущность технологического процесса изготовления художественных изделий методом химического травления (рис. 33) состоит в следующем: металлическое объемное изделие или пластину покрывают слоем кислото– и щелочеупорного лака. После
Гальваническое гравирование металлов
Гальваническое гравирование металлов Второй способ травления несложен, требует наличия простого источника постоянного тока и позволяет производить гравирование на всех металлах и сплавах, даже на закаленной и нержавеющей стали. Способ этот похож на химическое