Заточка инструмента
Заточка инструмента
Одна из причин брака при гравировании – неправильная заточка резцов. И поскольку штихели, зубильца и другие режущие инструменты, применяемые в граверной работе, часто тупятся, гравер должен уметь затачивать и направлять свой инструмент. Заточенный штихель хорошо врезается в металл и сравнительно легко повинуется давлению правой руки, двигаясь в нужных направлениях при гравировании. При малейшем выкрашивании штихеля необходимо немедленно прекратить работу и заново заточить его, так как неисправный штихель может срываться с гравируемой линии и давать глубокие царапины (так называемые зайцы). К тому же при тупом штихеле гравер рискует поранить левую руку, постоянно находящуюся напротив режущей кромки инструмента.
Процесс заточки довольно сложен и требует определенных знаний и навыков. Примерно на ? длины клинка со стороны спинки штихеля на наждачном точиле делается срез (аншлиф), высота лезвия рабочей части должна составлять 1,5–3 мм. При таком срезе конец штихеля не загораживает линии рисунка во время гравировки, а площадь заточки рабочей части уменьшается. После заточки резца под определенным углом между аншлифом и режущими кромками клинка образуется площадка, называемая носком. Чем меньше носок, тем удобнее наблюдать за режущей частью клинка и процессом резания при гравировании. Чем больше аншлиф, тем меньше носок штихеля. На боковых ребрах среза снимается фаска (во избежание пореза пальцев).
Режущую кромку образует площадь заточки (лобовая площадка) со стенками и лезвием (основанием) клинка. Обычно угол заточки составляет 45°. Меньший угол вызовет зарывание штихеля в металл, а больший – проскальзывание по направлению клинка. В то же время угол заточки штихеля зависит от твердости металла: для олова, свинца и гарта угол заточки клинка штихеля должен составлять 30°, для бронзы, латуни, меди, алюминия – 45°, для стали – 60°.
Приступая к правке штихелей, прежде всего производят их грубую обработку на карборундовом круге, обязательно с охлаждением, так как сильный нагрев вызывает отпуск металла, а следовательно, и уменьшение твердости и стойкости инструмента. После придания штихелю правильной конфигурации приступают к окончательной правке его на бруске типа «индий» или «арканзас».
Обязательное условие – плоская заточка штихеля (без выпуклостей и закруглений). При заточке на бруске локоть правой руки должен быть на весу, а кисть – сильно (под углом 45°) прижимать площадку к камню. Затачивают штихель со стороны спинки, следя за тем, чтобы не пережечь режущую кромку. Применяют мелкозернистые бруски, поверхность которых смачивают жидким машинным маслом или керосином. После заточки со штихеля снимают заусенцы (на глянцевом оселке или плотноструктурном кремнистом сланце).
Шлифовально-полировальные бруски нужно содержать в чистоте и порядке. Обычно такой брусок заправляют в деревянную колодку, в нижней плоскости которой закреплены стальные шипы, надежно удерживающие брусок на столе и исключающие его сдвиги при правке штихеля. Делают это для того, чтобы граверу удобнее было затачивать штихель, придерживая резец двумя руками.
Брусок при правке штихелей смачивают глицерином или керосином. Это способствует полировке режущей кромки штихеля и устраняет опасность его отпуска. Флахштихель и болтштихель при заточке на бруске передвигают продольными движениями от себя (рис. 7, а), а мессерштихель и шпицштихель – справа налево и слева направо (рис. 7, б).
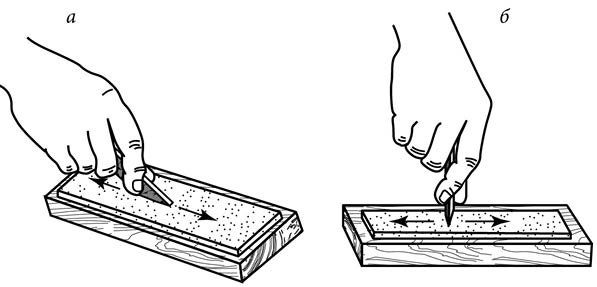
Рис. 7. Заточка штихелей на бруске: а – флахштихеля и болтштихеля; б – мессерштихеля и шпицштихеля.
Бруски для правки штихелей с течением времени срабатываются, на их рабочей поверхности образуются неровности, канавки. Для удаления таких неровностей периодически производят правку рабочей поверхности брусков. С этой целью подбирают чугунную плиту с ровной рабочей поверхностью (типа разметочной), обильно смачивают ее смесью керосина с крупным абразивным зерном и, нажимая дефектной стороной бруска на плиту, производят им круговые движения. По мере выравнивания рабочей части бруска размер зерна абразивной смеси уменьшают. Это делают до тех пор, пока не удалят все неровности и поверхность бруска не станет гладко-бархатистой. Такую операцию производят обычно один-два раза в год в зависимости от степени износа абразивного бруска.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Приведение инструмента в рабочее состояние
Приведение инструмента в рабочее состояние Для того чтобы инструментом было легко и приятно работать, нужно соответственным образом его подготовить.ПилениеПодготовка пилы или ножовки подразумевает предотвращение застревания полотна в древесине, для этого зубья пилы
Острая заточка
Острая заточка Рабочий нож, который берут с собой на охоту или на рыбалку, хорош не потому, что клинок богато гравирован сценами из охотничьей жизни, рукоять украшена серебром и позолотой, а на ножнах сверкают драгоценные камни. Прежде всего, в клинке хорошего ножа должна
ТОЧКА, ПРАВКА И НАЛАДКА ИНСТРУМЕНТА
ТОЧКА, ПРАВКА И НАЛАДКА ИНСТРУМЕНТА Заточка сверл по металлу для сверления дерева (рис. 29, л). При отсутствии сверл по дереву их можно изготовить из сверл по металлу. Для этого сверла по металлу затачивают так, как это показано на рисунке 29, л (позиция 2). Тогда сверла режут