Вспомогательные принадлежности
Вспомогательные принадлежности
Одним из основных приспособлений, относящихся к оснащению рабочего места гравера и используемых при ручном гравировании, является кожаная подушечка (кранц), набитая песком (рис. 6, а). Она служит как для гашения звуков от ударов молотка по инструменту, так и для удобства в работе: заготовки, как плоские, так и сложной формы, при гравировании укладывают на эту подушку. Без такой подушки трудно сделать чистые ровные круговые штрихи на гравируемой детали и даже просто ровно поставить объемную заготовку. Подушку можно сделать из двух лоскутов кожи, брезента или дерматина.
Наиболее прочная и надежная подушка – кожаная. Для ее изготовления можно использовать куски кожи толщиной 3–4 мм, например от старых голенищ. Из выбранного материала надо вырезать два круга диаметром 180–200 мм, сложить их вместе лицевой стороной внутрь и сшить дратвой сапожным ровным швом, отступая 5 мм от края. При этом несшитым оставляют небольшое отверстие, через которое выворачивают мешок лицевой стороной вверх. Мешок еще раз прошивают по краям, оставив незашитым лишь такое отверстие, в которое с некоторым усилием мог бы войти кончик воронки. Мешок замачивают в теплой воде (примерно 40–50 °С) на 20 мин. Затем его вынимают из воды и отжимают. Черед воронку во влажный кожаный мешок насыпают промытый и хорошо просушенный речной песок. Наполнив подушку песком как можно полнее, зашивают отверстие. После высыхания кожа сожмется и подушка станет тугой. Этим же способом изготавливается кожаная манжета, служащая опорой шаровым тискам.
В качестве вспомогательного инструмента применяют также различные призмы (одна из них показана на рис. 6, б, другие – на рис. 1) и приспособления для фиксации заготовок. В частности, листовые пластинки, а также мелкие изделия для удобства гравирования предварительно прикрепляют к доске, по размерам превосходящей изделие. Для этого пользуются канифолью, сургучом или любой другой смолой. Делается это так.
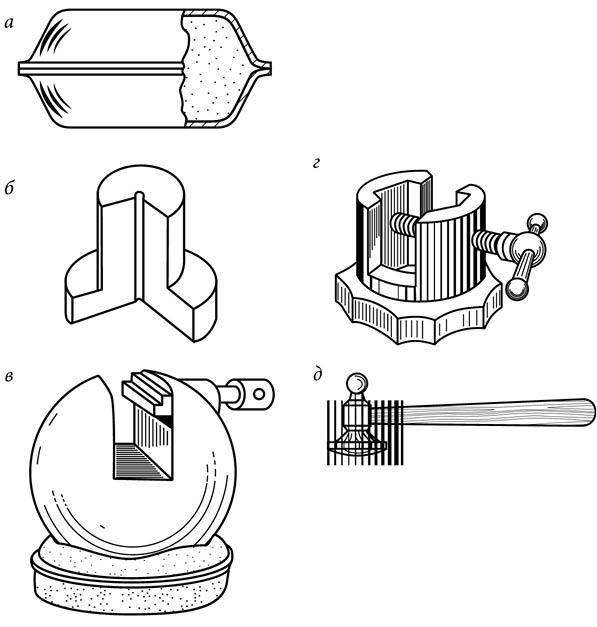
Рис. 6. Вспомогательный инструмент гравера: а – подушка с песком (кранц); б – призма; в – шаровые тиски; г – гравировальная колодка; д – граверный молоток.
В одной руке держат над доской кусок смолы, другой рукой подносят зажженную спичку. Расплавленная смола, капая, заливает поверхность доски. Затем, положив металлическую пластинку лицевой стороной на электроплитку, накрывают ее просмоленной стороной доски. Соприкасаясь с горячим металлом, смола плавится, и пластинка вдавливается в нее. После этого доску с пластинкой быстрым движением снимают с электроплитки и охлаждают, прижав к какой-либо металлической поверхности. Аналогичным образом готовое изделие потом снимают с доски: укладывают металлической пластиной на электроплитку, нагревают и легко разделяют доску и горячее изделие.
Крупные металлические пластины прибивают к доске по краям мелкими гвоздями. Доску с прикрепленной тем или иным способом пластиной обычно для удобства в работе кладут на подушку-кранц.
Объемные предметы при производстве гравировочных работ зажимают в специальные приспособления: шрабкугель или колодки.
Шрабкугель (рис. 6, в), т. е. шаровые тиски, представляет собой чугунный шар массой до 15 кг и диаметром 130 мм. Сверху шара срезан сегмент и вырезан паз, в котором размещено зажимное приспособление для установки и закрепления заготовки, состоящее из двух пластин. На одной из пластин укреплены два направляющих стержня с надетыми на них пружинами. Благодаря пружинам пластины после освобождения зажимаемых в них деталей возвращаются в исходное положение. Прежде чем зажать в тисках какую-либо деталь, внизу между пластинами вставляют металлическую прокладку, соответствующую ее габаритам. Зажимное приспособление приводится в действие крупношаговым винтом, ввинченным сбоку корпуса. Зажимной винт имеет на конце кольцо, в которое вставляют штырь, если необходимо более прочно зажать гравируемую деталь. Во время работы под шрабкугель подкладывают описанную выше подушку-кранц или кольцевую подушку, устроенную подобным же образом, но имеющую вид тора (бублика). Установленные на подушке тиски легко принимают любое положение: их можно поворачивать, наклонять, так чтобы закрепленные в тисках деталь или изделие принимали удобное для гравирования положение. Например, при гравировании на детали кривых линий тиски вместе с деталью равномерно поворачивают навстречу штихелю.
Если же какие-то участки детали или изделия необходимо обработать зубильцами, то крупные детали зажимают в поворотных слесарных тисках с деревянными прокладками, предохраняющими их от повреждения.
При обработке торцовых поверхностей в заготовках деталей, предназначенных для гравирования, используют специальную гравировальную колодку (рис. 6, г). Внутренняя часть колодки имеет призматическую форму для установки в нее заготовок, которые закрепляют винтом. Граверную колодку небольших размеров (высота 100–120 мм, наружный диаметр 75–80 мм) изготавливают из стали марки 45. Конец винта закаливают до твердости HRC 35–40.
При осаживании металла или кернении рисунков в гравируемой детали необходимо иметь граверный молоток (рис. 6, д) массой 75–100 г. Этот молоток имеет круглый расширенный боек диаметром 30 мм. Торец бойка сферической формы радиусом 50 мм. Верхняя часть бойка выполнена в виде сферы, высота бойка 50–60 мм. Боек молотка изготовлен из стали марки 45 и термически обработан до твердости HRC 40–45. Рукоятку длиной 200–250 мм изготавливают из молодой березы или клена.
При выполнении гравировки на мелких деталях пользуются лупой, укрепленной на штативе с массивным основанием. Лупа крепится с помощью шарниров так, чтобы ее можно было расположить на любом нужном уровне и под любым углом к гравируемой детали.
Для высверливания отверстий в углубленных местах рисунков или цифр и букв, применяется дрель (как правило, не электрическая, а маленькая ручная). Также в минимальный набор инструмента для граверных работ входят настольная наковальня массой 10–15 кг, небольшое точило, наборы мелких сверл (до 5 мм), надфилей, напильников, ножовочный станок, металлическая линейка, чертилка, штангенциркуль и микрометр от 0 до 25 миллиметров.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
3.10. Абразивные и вспомогательные материалы
3.10. Абразивные и вспомогательные материалы Абразивными материалами называются твердые неметаллические материалы, которые применяются при обработке резанием металлов и материалов. Они обладают высокой твердостью и имеют достаточно острые режущие кромки и
Инструменты вспомогательные
Инструменты вспомогательные Также для других видов работ, включая стадию конечной обработки конструкции и ее отделку, вам понадобятся некоторые вспомогательные инструменты. К таким инструментам относятся молоток, киянка (деревянный молоток), топор, пассатижи, клещи,
ВСПОМОГАТЕЛЬНЫЕ ИЗДЕЛИЯ ИЗ МЕТАЛЛА
ВСПОМОГАТЕЛЬНЫЕ ИЗДЕЛИЯ ИЗ МЕТАЛЛА При строительстве дома применяют различные металлические изделия — гвозди, шурупы, винты, скобы, ручки, замки, крючки, шпингалеты разных конструкций.Гвозди могут иметь длину от 6 до 250 мм и толщину от 0,7 до 8 мм.Для пришивки досок пола,
Вспомогательные узлы
Вспомогательные узлы Маркировочный узел(+) — простой удобный узел;— позволяет держать веревку в компактном состоянии при помощи марки (марка — несколько оборотов концом веревки вокруг сложенных колец);(!) — незаменим при транспортировке веревки;— короткие веревки
Вспомогательные материалы
Вспомогательные материалы В качестве вспомогательных материалов при окрасочных работах применяют шпатлевки, замазки, грунтовки, а также растворители и разбавители. Шпатлевками называют отделочные составы, применяемые для выравнивания поверхностей,
Вспомогательные принадлежности
Вспомогательные принадлежности Одним из основных приспособлений, относящихся к оснащению рабочего места гравера и используемых при ручном гравировании, является кожаная подушечка (кранц), набитая песком (рис. 6, а). Она служит как для гашения звуков от ударов молотка по