Приспособления для изготовления матов
Приспособления для изготовления матов
К ним относятся приспособления, применяемые как для подготовки материала для изготовления матов, так и для их сшивки.
Материал для изготовления матов
Наиболее подходящим материалом для изготовления матов является ржаная или пшеничная солома. В современных условиях такую солому получают при скашивании неполегшего стеблестоя пшеницы или ржи вручную косой. У снопов с зерном топором на деревянной колоде или на доске отрубают колосья и обмолачивают их в комбайне. Ровную, неполоманную солому затем используют. Наряду с соломой применяют также тростник и рогоз, растущие около заболоченных мест.
Гребенка для очистки соломы
Солома после скашивания и просушки бывает не совсем чистой, и поэтому ее необходимо очистить от различных трав, сорняков и от более коротких стеблей. Солому очищают специальной гребенкой, изготовленной из доски шириной примерно 80 мм. В доску забивают два ряда гвоздей таким образом, что их заостренные концы выступают с другой стороны доски. Расстояние между гвоздями должно составлять примерно 15 мм, длина гвоздей – 100–120 мм. Гвозди следует вбивать в заранее просверленные отверстия, диаметр которых на 1–2 мм меньше толщины гвоздей. Гвозди следует вбивать в два ряда для того, чтобы доска не раскололась. При очистке соломы гребенку следует закрепить на столе или на другой прочной поверхности. Очищают ее следующим образом: отдельные пучки соломы протягивают через гребенку, причем сначала очищают более грубую часть соломы. Пучки соломы очищают от сорняка и листьев, слегка ударяя сверху вниз по ровной поверхности (полу), выравнивают и откладывают в сторону. Таким же способом очищают и остальную солому.
Игла и пошивочный материал для сшивки матов
В иглу вдевают пошивочный материал для прошивки матов. Для сшивки матов иногда употребляют расщепленные ивовые прутья, пропаренные лещину и еловые корни или расщепленный тростник. Обычный пеньковый или сизальский шпагат, а также силоновое волокно непригодны для сшивки, так как маты получаются непрочными, а при их использовании изменяют свои размеры. Наиболее пригодным пошивочным материалом для этих целей является луженая или оцинкованная проволока толщиной 0,8–1,0 мм. При использовании более тонкой проволоки работать легче, однако маты получаются менее прочными; наоборот, при применении более толстой проволоки маты прочнее, но работать с ней трудно.
Если мат сшивают расщепленными еловыми корнями, ивовыми прутьями и т. п., следует применять иглу с желобком и рукояткой. При прошивании мата иглу в мат лишь втыкают, не пропуская ее через мат. Через просвет, образованный в мате иглой с желобком, пропускают пошивочный материал на другую сторону мата.
При сшивке матов шпагатом, силоновым волокном или проволокой можно применить обойную иглу длиной 250 мм, которую можно изготовить из проволоки толщиной 3 мм. Один конец иглы расплющивают, а в расплющенной части просверливают отверстие диаметром примерно 3 мм, в которое при прошивке матов вдевают проволоку. Другой конец иглы заостряют и всю ее зачищают стеклянной шлифовальной шкуркой на бумажной основе, чтобы она легко проходила через мат.
Пресс для изготовления матов
Применяют для прессования соломы или другого материала при сшивке матов Пресс состоит из нижнего горизонтального деревянного бруска, к которому с обеих сторон прикреплены более тонкие вертикальные бруски толщиной 30–40 мм. Толщина мата зависит от толщины нижнего бруска. На крайних вертикальных брусках сделаны отверстия для металлических штифтов длиной примерно 150 мм. Штифт образует опору для клиньев, которые забивают под штифты при прессовании соломы. Некоторые прессы наверху снабжены также дополнительной рамой, предотвращающей растягивание вертикальных брусков в стороны. В прессе указанной конструкции солому прессуют сверху.
Конструкция пресса простая и недорогая. Недостаток пресса заключается в том, что на нем можно изготавливать маты только одной толщины. Кроме того, при закладке соломы в пресс каждую треть ее следует подпрессовывать, в противном случае солома во всем мате будет спрессована неравномерно (вверху сильно, внизу слабо).
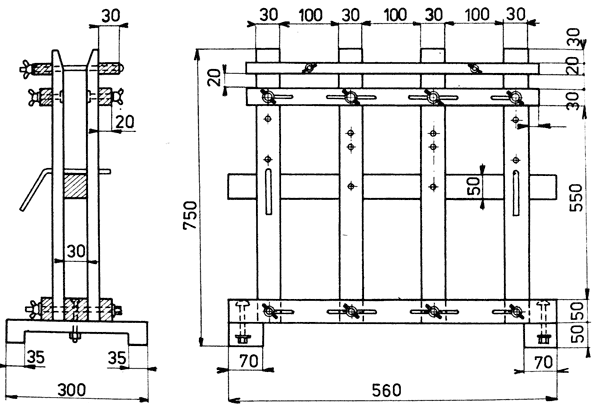
Раздвижной пресс для изготовления матов
Раздвижной пресс изготовлен из твердой древесины и установлен на треноге, которая позволяет установить его и на неровной поверхности. Пресс, установленный на треноге, можно вращать, поэтому при сшивке матов не требуется помощник. При сшивке матов рабочий сидит около пресса.
Пресс состоит из двух брусьев, соединенных друг с другом двумя болтами с гайками-рукоятками. Между брусьями кладется деревянная планка, толщина которой зависит от того, какой толщины желают получить мат. Через середину планки проходит винт, обеспечивающий свободное соединение пресса с треногой. В вертикальных брусьях боковых стенок пресса на определенном расстоянии сделаны отверстия, в которые вставляют направляющие шпильки (стальная проволока диаметром 4 мм, длиной 150–200 мм). На эти шпильки опирается верхняя рама с болтами, которые после закладывания соломы в прессе затягивают.
Отличие этого усовершенствованного пресса от ранее рассмотренного состоит в том, что солому закладывают в пресс сверху, а прессуют ее сбоку; таким образом стебли в мате равномерно распределены и достаточно спрессованы.
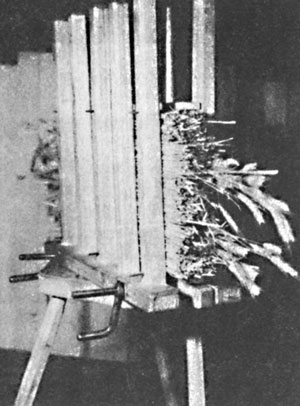
Прессование соломы производится следующим способом: раздвигают вертикальные стенки пресса на ширину, равную двойной толщине изготавливаемого мата (например, для мата толщиной 50 мм стенки раздвигают до 100 мм). В нижнее отверстие брусьев вставляют направляющие шпильки, чтобы солома не попадала на планку. Солому закладывают в пресс до требуемой высоты и вставляют верхние направляющие шпильки. На пресс кладут верхнюю раму и, постепенно затягивая четыре болта, прессуют солому до установленной толщины. Концы соломы, выступающие из пресса, обрезают ножом, а мат сшивают.
Преимущество этого пресса состоит в возможности изготовления матов точных размеров различной толщины, причем солома во всем мате равномерно уплотнена. Недостатком данного пресса является его более высокая стоимость.
Технологический процесс при сшивке матов
Пресс устанавливают на необходимый размер и толщину матов. Наиболее подходящая толщина матов – 25 мм (однорамочный мат) и 50 мм (двухрамочный мат). Однорамочный мат может заменить в улье одну сотовую рамку, и между матом и соседней рамкой остается еще необходимая межрамочная улочка для пчел. Маты толщиной 25 мм наиболее распространены. Их можно использовать для сокращения гнезда пчелиных семей на одну сотовую рамку; при сокращении гнезда пчелиных семей на две сотовые рамки однорамочный мат следует вставить с двух сторон корпуса, таким образом семья зимует между двумя соломенными матами.
Солому закладывают в пресс-станок небольшими пучками (дозами) поочередно: сначала в сторону колосьев, потом в сторону корней, так как толщина стеблей соломы на концах различная (у корня более толстая, у колосьев более тонкая).
Заложив солому в пресс-станок, прессуют ее, выступающие концы соломы обрезают ножом и начинают сшивать мат. Сшивка матов будет различной в зависимости от того, будет ли мат иметь верхнюю или нижнюю деревянную планку для подвешивания в корпусе вместо сотовой рамки, или он должен быть без планки для утепления заднего окошка корпуса. В любом случае следует приготовить необходимое количество нарезанных кусков проволоки соответствующей длины (1 000-1 500 мм). Маты, как правило, прошивают в четыре вертикальных ряда.
Сшивка матов без планок
В иглу вдевают проволоку соответствующей длины (лучше более длинную); на расстоянии 25 мм от нижнего края иглой прокалывают спрессованную солому, протягивают проволоку на обратную сторону мата и обводят ее под матом. Затем проволоку протягивают через петлю из проволоки, которую втягивают в мат. Проволоку обводят вокруг мата, а с обратной стороны подсовывают иглу под затянутую проволоку, снова протягивают проволоку через мат и хорошо ее затягивают. Спрессованную солому по окружности связывают. Затем прошивают вдоль вертикальной проволоки так, чтобы при повторной прошивке всегда образовывалась петля. Длина стежков должна быть равной толщине мата. У матов толщиной 25 мм длина стежков должна быть не более 30 мм. При более длинных стежках мат теряет прочность. Прошивку заканчивают так: пропускают проволоку вдоль мата, затягивают ее и обрезают кусачками.
Сшивка матов с планками
Этот способ сшивки матов отличается от вышеприведенного лишь в начале прошивания. При этом способе проволоку сначала пропускают через отверстия в планках, а на конце проволоки при нижней планке делают петлю, которую втягивают в планку при затяжке проволоки. Затем проволоку вдевают, примерно в 20 мм от края мата делают первый прокол наклонно по направлению вверх. Дальнейший прошив такой же, как и в вышеприведенном способе.
Устройство для вырезания отверстий в мате
В матах, применяемых для утепления гнезд пчелиных семей сверху, необходимо иногда сделать отверстие для установки тарелочки для подкормки пчелиных семей; размер отверстия должен составлять 80 мм. Отверстие в мате делают устройством для вырезания. Это тонкостенная стальная трубка диаметром 80 мм, на которой прикреплен держатель. Соломенный мат или войлок кладут на гладкую, ровную поверхность (например, на строганную доску), а устройство поворачивают и одновременно нажимают на него. Острая кромка вырезает солому или войлок, пока не коснется поверхности доски.

Гребенка для очистки соломы: а – схема размещения гвоздей, б – общий вид
Иглы с желобком и рукояткой: а – разрез иглы, б – общий вид

Игла для сшивки матов проволокой

Игла для сшивки матов шпагатом
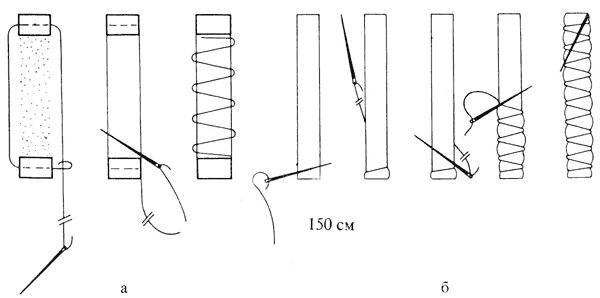
Схема последовательности работы при сшивке матов: а – с планками, б – без планок
Простой пресс для изготовления матов
Раздвижной пресс для изготовления матов
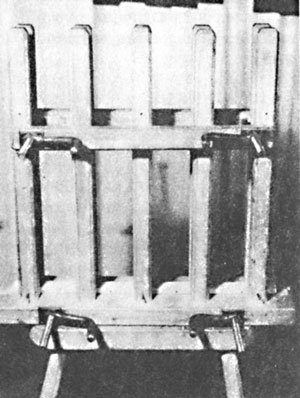
Раздвинутые стенки раздвижного пресса для изготовления матов
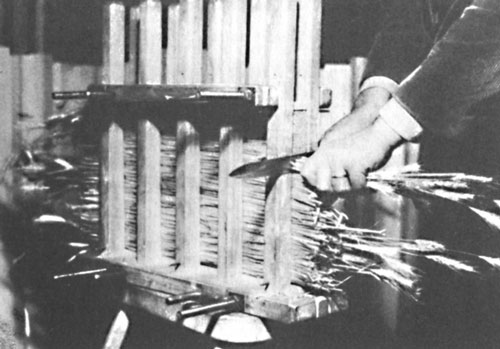
Обрезка выступающих концов соломы после прессования

Устройство для вырезания отверстий в мате
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Инструменты и приспособления
Инструменты и приспособления От наличия нужного инструмента и приспособлений, от правильной организации труда зависит производительность труда, безопасность в работе и качество выполненных работ. Не все инструменты могут быть применены одновременно в печной кладке, в
Приспособления
Приспособления Без приспособлений невозможно вести работу. Для работы на высоте нужны подмости, для воды — ведро, для хранения и приготовления раствора — ящики и т. д.Ящики бывают различных размеров, в зависимости от назначения. Изготовляют их из тонких досок (теса) или
ИНСТРУМЕНТЫ, ПРИСПОСОБЛЕНИЯ И ПРИБОРЫ
ИНСТРУМЕНТЫ, ПРИСПОСОБЛЕНИЯ И ПРИБОРЫ Домашнему электрику в его работе не обойтись без небольшого набора стандартных инструментов и нескольких несложных самодельных приспособлений.Так, для сборки и разборки резьбовых соединений в корпусах приборов и в электрических
Глава 18. Приспособления и устройства для изготовления вин в домашних условиях
Глава 18. Приспособления и устройства для изготовления вин в домашних условиях Те или иные технические устройства и приспособления используются на всех стадиях изготовления вин в домашних условиях. Какие-то из них достаточно сложны, а другие очень просты как в
Крепежные приспособления
Крепежные приспособления К концу XV в. арбалет стал более компактным, появилось множество разнообразных механических приспособлений для натягивания луков, и его повсеместно стали применять на охоте, так как стало возможным перевозить оружие на спине лошади.
Инструменты и приспособления
Инструменты и приспособления Инструменты и всевозможные приспособления, которыми гравер пользуется во время работы, обычно отражают направленность его специализации. И если гравировкой, например, занимается домашний мастер-любитель, то его творчество, как правило,
Инструменты и приспособления
Инструменты и приспособления Основными специальными инструментами чеканщика являются различного вида чеканы, особые металлические и деревянные молотки.Чекан представляет собой металлический или деревянный стержень с особой обработкой нижней части – боя.Длина
Полезные приспособления и советы
Полезные приспособления и советы Спирт не только внутрь…Медицинский спирт полезен во многих отношениях и, в частности, для очистки лица. Влажные салфетки, различные спреи и лосьоны для умывания – все они в своем составе содержат спирт в тех или иных пропорциях. В деревне
Приспособления для укладки
Приспособления для укладки Самое демократичное из приспособлений для укладки и, пожалуй, самое древнее — бигуди. Бывают обычные, для холодной завивки, и подогреваемые, то есть термобигуди, а также специальные бигуди для химической завивки (коклюшки).Обычные бигуди в