Инструменты и приспособления
Инструменты и приспособления
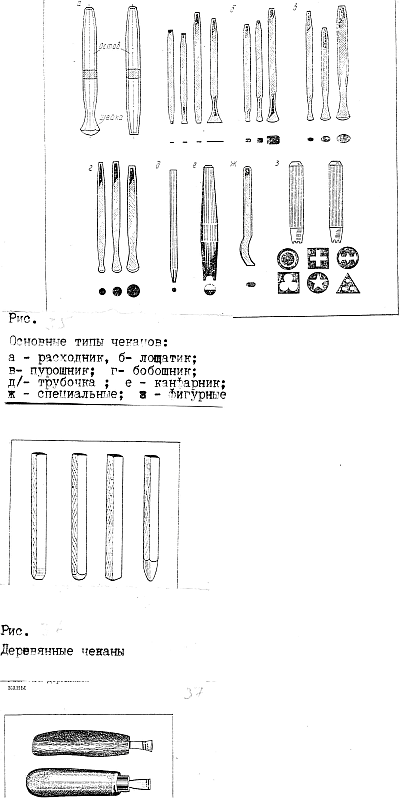
Основными специальными инструментами чеканщика являются различного вида чеканы, особые металлические и деревянные молотки.
Чекан представляет собой металлический или деревянный стержень с особой обработкой нижней части – боя.
Длина чекана от 120 до 170 мм. Сечение его может быть четырехгранным, круглым, прямоугольным, квадратным и т.д.
В средней части чекана стержень слегка утолщают, лучше, если он в сечении имеет четырехгранник со снятыми фасками. Такой чекан удобен в работе и гасит неприятные вибрации инструмента при ударе.
Чеканы в зависимости от назначения можно разделить на следующие группы : лощатник – чекан с квадратной или прямоугольной формой бойка.
Применяется для выглаживания, выравнивания плоскостей с ровных поверхностей. Может быть с гладким и шероховатым боем со специальной насечкой для придания выглаживаемой поверхности матового фона.
Расходник (обводной чекан). С его помощью на металле воспроизводят контур рисунка.
Расходник может быть широким, острым, узким. Широкий дает возможность получить менее четкую мягкую линию, острый – более глубокую. Расходники имеют прямую и полукруглую (для прямых и кривых линий) линию боя.
Канфарник – чекан с заостренным концом в виде тупой иглы. Конфарники могут быть круглыми и восьмигранными. Служат они для перевода рисунка с бумаги на металл, а также для отделки фонов точками. Изготовляют канфарники на токарном станке и слесарным способом из углеродистой стали.
Бобошники – чеканы с овальным, продолговатым, бобовидным боем, имеют разнообразные закругления рабочей части и размеры. Служат для выбивания выпуклого рельефа.
Пурошник – чекан с круглой сферической головкой разных размеров. Служит для подъема полукруглых сферических форм при чеканке с изнанки и получения ямочной фактуры при работе с лицевой стороны.
Трубочка – чекан, бой которого имеет вогнутую полушаровидную поверхность разного диаметра и глубины. На металле дает выпуклый сферический отпечаток.
Три группы чеканов – лощатники, бобошники, и расходники являются основными. С их помощью делают расходку рисунка (начальная стадия чеканки), выколотку рельефа (последующая стадия чеканки) и окончательную обработку чеканного рельефа.
Чеканы специального назначения применяются для получения поднутрений на рельефе или достижения специальных целей при производстве чеканки.
Пуансон (фигурный) чекан. На его рабочей части гравировкой или с помощью слесарного инструмента – надфиля, сверла и т.п. выполняют фрагменты орнамента, цифры, буквы.
Рисунчатый чекан по форме похож на лощатик, но дает рисунчатый отпечаток, например звездочку, крестик, решеточку, полосатость и т.д. Используется для обработки деталей и отделки фона, когда гладкий фон не подходит.
Сечка – чекан по форме похож на зубило с остро заточенными плоскими и полукруглыми лезвиями. Применяется для просекания фона при ажурных просечных работах.
При чеканке различных объемных полых изделий для выколотки рельефа на объемной форме изнутри применяются длинные изогнутые чеканы – крюки и трещотки. Они представляют собой массивные стальные стержни, изогнутые под прямым углом. Рабочие концы крюков делают то более плоскими и округленными, то более узкими и острыми, но притупленными, чтобы они не прорывали металл.
Такие же формы и у рабочих концов трещоток. Изготавливают такие чеканы из углеродистой инструментальной стали У7 и У8. Для изготовления таких чеканов хорошо использовать упругую пружинную сталь, чтобы во время ударов чеканы меньше деформировались и лучше вибрировали.
Металлические чеканы, также как крюки и трещотки, изготовляют из углеродистой стали марок У7 и У8. Пруток круглого, квадратного или прямоугольного сечения режут на заготовки, зажимают в тисках, с помощью напильника придают рабочей поверхности (бою) желаемую форму, шлифуют наждачной бумагой, полируют и закаливают с последующим отпуском. Для закалки отполированный бой чекана нагревают паяльной лампой или токами высокой частоты до 750 – 850°С и быстро опускают в воду для охлаждения. После закалки чекан становится очень твердым и хрупким.
Для устранения этого недостатка его опускают, снижая внутренние напряжения и смягчая действие закалки. Отполированный инструмент снова нагревают до 250 – 300°С и охлаждают в воде. Закалку проверяют напильником с мелкой насечкой. Если напильник свободно скользит по бою чекана, не срезая опилок, значит чекан закален хорошо. Бой инструмента после закалки полируют на полировальном круге и проверяют, нет ли на его рабочем конце трещин. При изготовлении чеканных работ на тонких пластичных металлах, таких как медь, алюминий толщиной до 0,5 мм применяют расходники с деревянной ручкой.
Часто при выколотке крупных глубоких рельефов применяют деревянные чеканы. Они хорошо выравнивают фон, а при вытяжке рельефов меньше подвергаются наклепу.
Делают такие чеканы из твердых пород дерева (дуб, ясень, рябина, граб, клен, береза, бук и др.) с утолщением в серединной части остова. Рабочая часть чеканов может быть плоской, круглой, острой. Удары по деревянному чекану можно наносить металлическим и деревянным молотком.
От деревянного чеканы меньше разбиваются, но работать удобнее металлическим, так как его размеры меньше. Рабочую часть деревянного чекана тщательно выравнивают напильником с мелкой насечкой и шлифуют наждачной бумагой.
Размеры чеканов по сечению и молотков по массе зависят от рода выполняемых работ. Для небольших ювелирных работ применяют чеканы, откованные из тонких стальных стержней сечением 3 – 4 мм, для крупных – 15 – 20 мм. Выполняя чеканные работы на тонких пластичных металлах, например медь, алюминий толщиной 0,4 мм используют ручной расходник с деревянной ручкой. Линии расходки получаются четкими и глубокими.
Важным инструментом мастера являются чеканные молотки. Их специфическая форма выработана и усовершенствована многовековым опытом.
Молотки в зависимости от назначения могут быть выполнены из металла, дерева, резины, кости.
Металлические служат для выколачивания различных форм и для удара по чекану. Один конец молотка имеет сферическую (полукруглую, шаровидную) форму, другой – плоскую квадратного или округлого сечения. Деревянные и резиновые молотки служат для вытяжки рельефа и разравнивания форм.
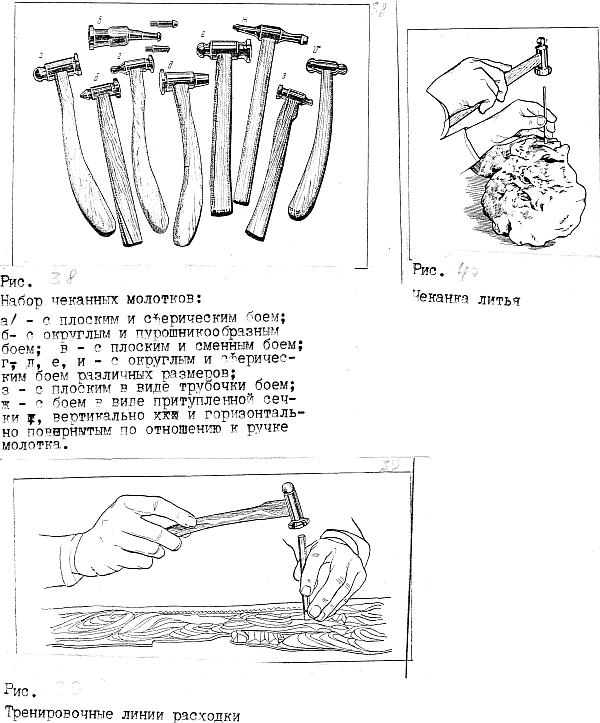
Изготовляют молотки из углеродистой стали марок У7 и У8. Масса от 70 до 300 г. Наиболее широко применяют молотки массой 120 – 200 г.
Молотки для чеканки изготовляют токарным или слесарным способом. При изготовлении слесарным способом они будут иметь квадратное сечение нижнего боя и средней части. Переходы (шейки) от средней части к бойкам – скругленные или круглые, верхний боек имеет полушаровидную форму.
При изготовлении токарным способом молотки имеют по всей длине круглое сечение. Диаметр бойков может быть различным. Нижний диаметр – большой для удобства наносить удары по чекану, верхний – меньше, что сделано в целях большей устойчивости молотка.
Рабочую часть молотка – бой тщательно шлифуют, полируют, закаливают, отпускают и еще раз полируют.
Для удобного пользования ручка молотка должна иметь изгиб и утолщение на конце, такая форма легко и удобно ложится в ладонь и не утомляет руку.
Для молотков с большой массой, предназначенных для вытяжки рельефов на крупных работах, ручки делают прямыми.
Ручки молотков для чеканки изготовляют из твердых пород дерева – граба, бука, дуба, березы, шлифуют наждачной шкуркой и покрывают смоляным лаком.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Глава 4 ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ ДЛЯ ВСТАВКИ СТЕКЛА И СТЕКЛОПАКЕТОВ
Глава 4 ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ ДЛЯ ВСТАВКИ СТЕКЛА И СТЕКЛОПАКЕТОВ При остеклении окон на стройках оконные переплеты должны быть подготовлены к остеклению, т. е. окрашены за 1 раз, фальцы переплетов нужно очистить от опилок, заусенцев, грязи, набрызгов, проолифить, а
1. Инструменты и приспособления для вставки стекла
1. Инструменты и приспособления для вставки стекла Для выполнения стекольных работ применяют следующие инструменты (рис. 171): пистолеты для забивки шпилек и скоб, ручной запасовщик, кусачки, плоскогубцы, нож и др. Рис. 171. Инструменты и приспособления для остекления: а –
Инструменты и приспособления
Инструменты и приспособления От наличия нужного инструмента и приспособлений, от правильной организации труда зависит производительность труда, безопасность в работе и качество выполненных работ. Не все инструменты могут быть применены одновременно в печной кладке, в
Приспособления
Приспособления Без приспособлений невозможно вести работу. Для работы на высоте нужны подмости, для воды — ведро, для хранения и приготовления раствора — ящики и т. д.Ящики бывают различных размеров, в зависимости от назначения. Изготовляют их из тонких досок (теса) или
Инструменты, приспособления, приборы
Электромонтажные работы по прокладке проводки Прежде чем приобретать электротехнические материалы и устройства и приступать к электромонтажным работам, владельцу садового домика или коттеджа необходимо решить ряд подготовительных вопросов: • составить
ИНСТРУМЕНТЫ, ПРИСПОСОБЛЕНИЯ И ПРИБОРЫ
ИНСТРУМЕНТЫ, ПРИСПОСОБЛЕНИЯ И ПРИБОРЫ Домашнему электрику в его работе не обойтись без небольшого набора стандартных инструментов и нескольких несложных самодельных приспособлений.Так, для сборки и разборки резьбовых соединений в корпусах приборов и в электрических
Крепежные приспособления
Крепежные приспособления К концу XV в. арбалет стал более компактным, появилось множество разнообразных механических приспособлений для натягивания луков, и его повсеместно стали применять на охоте, так как стало возможным перевозить оружие на спине лошади.
Инструменты и приспособления
Инструменты и приспособления Инструменты и всевозможные приспособления, которыми гравер пользуется во время работы, обычно отражают направленность его специализации. И если гравировкой, например, занимается домашний мастер-любитель, то его творчество, как правило,
Приспособления для укладки
Приспособления для укладки Самое демократичное из приспособлений для укладки и, пожалуй, самое древнее — бигуди. Бывают обычные, для холодной завивки, и подогреваемые, то есть термобигуди, а также специальные бигуди для химической завивки (коклюшки).Обычные бигуди в