ДЕКОРАТИВНАЯ ОТДЕЛКА МЕТАЛЛА
ДЕКОРАТИВНАЯ ОТДЕЛКА МЕТАЛЛА
Готовое изделие – будь то ювелириос украшение, скульптурная отливка, чеканный рельеф или посуда, имеющая утилитарное назначение – обязательно на завершающем этапе подвергается декоративной отделке. Она не только улучшает внешний нид предмета, но и защищает его от коррозии. Хорошо отделанное изделие приятно взять в руки. Оно гигиенично, так как с него легко удаляются всевозможные загрязнений. На протяжении многих столетий мастера изобретали все новые и новые способы отделки металла. Они научились шлифовать и полировать поверхность изделий из металла, придавать ей при необходимости шероховатую фактуру, окрашивать. Существует множество рецептов нанесения тончайших защитных пленок самых разнообразных цветов. В средние века фактура и окраска металла имели глубоко символическое значение. Это учитывалось при выполнении на металле всевозможных гербов. Так, «геральдическим» считалось вороненое железо, отполированное до зеркального блеска серебро и золото с канфаренной поверхностью, образованной мельчайшими точечными углублениями.
В древности особенно тщательно металл полировали при производстве зеркал. По утверждению Плиния Старшего, лучшие зеркала изготовляли «из смеси меди и олова», то есть бронзы. Но так же легко до зеркального блеска полируется медь и латунь. Современные мастера, использующие полировку как способ декоративной отделки металла, хорошо знают, что так же прекрасно полируются другие сравнительно новые сплавы на медной основе: мельхиор и нейзильбер, напоминающие по цвету серебро.
Полированию, как правило, предшествует шлифование, которое выравнивает поверхность металла, удаляя всевозможные вмятины, царапины и выступы.
Шлифование. Оно выполняется с помощью абразивных материалов естественного происхождения – корунда, алмаза, кремния, кварца, наждака и искусственных – карбида кремния (карборунда), карбида бора, электрокорунда и др.
Абразивы (частички различной зернистости и большой твердости), наклеенные на бумагу или ткань, называют шлифовальными шкурками. В практике шлифовальную шкурку на бумажной основе именуют также наждачной бумагой. Шкурка на тканевой основе бывает простой и водостойкой. Водостойкую шкурку применяют в тех случаях, когда металл необходимо смачивать водой или какой-либодругой охлаждающей жидкостью. Шлифовку выполняют вначале крупнозернистой наждачной бумагой, постепенно переходя к самой мелкозернистой. Рельефные поверхности шлифуют, нажимая на шкурку ладонью или пальцем. При шлифовке ровных поверхностей шлифовальную шкурку укрепляют на деревянной колодкев виде прямоугольного бруска.

Рис. 1. Шлифование и полирование латуни кирпичной мукой
На последней стадии шлифовки применяют различные шлифовальные пасты, выпускаемые промышленностью. Старые мастера иногда для шлифования применили мельчайший порошок из толченого красного кирпича. В старину им чистили даже стволы огнестрельных орудий. В народном быту кирпичная мука кое-где и по сей день популярное средство для очистки и шлифовки медной посуды, в особенности самоваров. Специально подобранный кирпич мыли дочиста, а затем очень тщательно сушили и раскалывали пополам. Одну половину кирпича терли о другую до тех пор, пока их трущиеся поверхности не становились совершенно ровными. Только после этого на пол стелили сухую тряпку или газету, на которую при трении половинок кирпичей сыпался очень мелкий красно-оранжевый порошок – кирпичная мука. Ею припудривали влажную тряпку и натирали медный таз, чайник или самовар (рис. 1).
Кирпичная мука снимала образовавшиеся на поверхности металла окислы, открывая чистый металл. Вначале крупники кирпича, имевшие острые грани, действовали как мельчайшие режущие инструменты, срезая окисленный металл; затем, когда острые грани округлялись, зерна начинали меньше срезать металл, а больше выглаживать, лощить, а то и полировать до зеркального блеска.
Полирование. Отшлифованное металлическое изделие полируется с помощью специальных полировальных паст, в которые могут входить мел, известь, доломит, окиси хрома, алюминия, железа.
Для полировки металла в быту довольно часто применяют мел или зубной порошок, смоченный водой. Хорошую полировальную пасту легко приготовить из зубногопорошка, смешав его с нашатырным спиртом до образования сметанообразной массы. Особенно хорошо полируются такой пастой медь и ее сплавы – латунь и бронза.
К концу лета, в августе, где-нибудь у калитки сада для сельского жителя была уже припасена готовая природная паста. Достаточно было сорвать гроздь-другую спелых ягод красной бузины и натереть ее соком самовар или какую-либо другую медную посуду, чтобы загорелась, засияла медная поверхность множеством бликов. Кстати, красную бузину сажали поблизости от дома еще и потому, что се спелыми сочными плодами можно было при случае хорошо отмыть руки от всевозможных красителей, особенно растительного происхождения.
В технике и декоративно-прикладном искусстве наиболее часто для полирования металла применяется так называемая паста ГОИ (Государственного оптического института). Основу пасты составляет окись хрома. Различают грубую, среднюю и тонкую пасту. Грубой пастой удаляют мельчайшие царапины, оставшиеся на металле после обработки его абразивными материалами. Средней добиваются ровного блеска металла. После полировки тонкой пастой металл приобретает интенсивный зеркальный блеск.
С помощью пасты можно полировать металл как вручную, так и на полировальных кругах, работающих от электромотора. Частота вращения полировальных кругов должна быть в пределах от 2800 до 5000 оборотов в минуту. Нужно иметь как минимум 2 полировальных, круга – один из войлока, а другой из ткани (бумазеи, миткаля и т. п.).
Войлочный шлифовально-полировальный диск составляют из нескольких слоев кругов диаметром от 15 до 30 см, которые вырезают из голенищ старых валенок. Толщина диска должна быть равной примерно 3–4 см. Смазав круги тонким слоем клея БФ-6, круги накладывают друг на друга, прижав сверху тяжелым грузом. Когда войлочный диск высохнет, в середине трубкой с остро заточенными краями просекают сквозное отверстие, диск укрепляют на валу электроточила, имеющего резьбу, с помощью двух больших шайб и гаек. Диск можно насадить также на короткий стержень с резьбой. Благодаря этому его можно будет легко закрепить в патроне сверлильного станка или дрели (рис. 2).
Матерчатый диск крепится так же, как и войлочный, но изготовляют его несколько иначе. Вырезанные из бумазеи, миткаля, сукна, хлопчатобумажной ткани круги сшивают вместе по нескольку штук в многослойные круги такой толщины, какую способна прострочить швейная машинка. От края отступают 3–4 см и прошивают вначале по окружности, а затем по спирали, равномерно приближаясь к центру. Сшитые многослойные круги склеивают друг с другом. Край шириной 3–4 см клеем не смазывают.
Полировочную пасту наносят на диск во время его вращения.
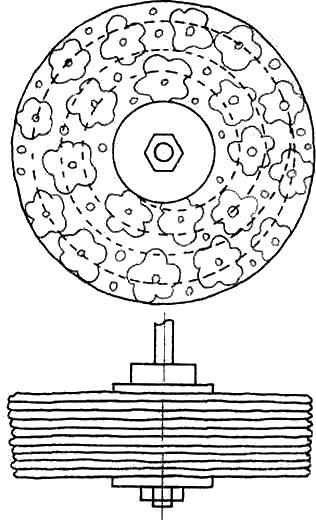
Рис. 2. Матерчатый круг
При прикосновении бруска из пасты войлок окрашивается в золено-бурый цвет. Полируемый предмет прижимают к войлочному кругу мягко, без сильного нажима. Время от времени его отнимают от вращающегося круга, контролируя качество обрабатываемой поверхности. Полирование заканчивают после того, как изделие станет гладким, приобретя равномерный блеск. Затем изделие полируют на тряпичном диске, который удаляет остатки пасты и усиливает блеск до зеркального.
При ручной полировке паста наносится на куски войлока, фетра, сукна, кожи. Вначале металл обрабатывают пастой, нанесенной на войлок и кожу, а затем отполировывают до интенсивного блеска чистым фетром или сукном. Если нужно отполировать какие-то малодоступные поверхности, особенно в небольших ювелирных изделиях, находящиеся в узких углублениях, то полирование выполняют палочками из древесины, имеющей равномерную однородную текстуру: липы, березы, осины, лещины, бука и др. Палочки вырезают самой разнообразной формы, которая будет зависеть от характера обрабатываемых поверхностей – с цилиндрическим, полуцилиндрическим, прямоугольным, трапецеидальным, треугольным сечением, с выпуклой и вогнутой рабочей частью. Рабочую часть палочки натирают пастой. В процессе полировки частицы пасты проникают в древесину и закрепляются в них довольно прочно.
Отличные полировальные палочки можно сделать пз деревянистого стержня болотного растения – рогоза. Стержень находится внутри созревшего початка. В августе темнокоричневые цилиндрические початки рогоза поднимаются высоко над узкими продолговатыми листьями и видны издалека. Срезанные початки сушат, затем удаляют пух, а из стержня, на котором он держался, делают шлифовально-полировальную палочку. Ее прочная шершавая поверхность хорошо удерживает шлифовальные и полировальные пасты (рис. 3).

Рис. 3. Рогоз и полировальные палочки из его стебля
Для полирования больших металлических поверхностей применяют различной формы деревянные колодки, оклеенные кожей внутренней стороной наружу. Вместо кожи используют также тонкий фетр (рис. 4).
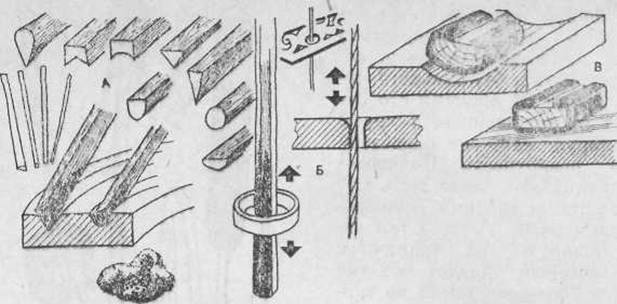
Рис. 4. Полирование деревянными палочками (а), суровой ниткой (б) и кожей на колодках (в)
Очень мелкие сквозные отверстия в ювелирных изделиях полируют с помощью прочной суровой нити или нескольких нитей, свитых в тонкую веревочку. Один конец нити привязывают к гвоздику, вбитому в верстак, другой держат в руке. Нить натирают пастой, просовывают в отверстие, например в ажурной пластинке, и, натянув нить, полируют ею поочередно каждый проем. Можно поступить иначе: ажурную пластинку закрепить в тисках, а полировальную нить вставить в лобзик вместо пилки. Теперь нить перемещается при полировании, а полируемое изделие будет оставаться неподвижным.

Рис. 5. Стальные полировальники
Интенсивный блеск возникает на металле после полирования его гладилом или полировальником (рис. 5). Полировальник изготовляют из высококачественной стали. Его рабочая часть имеет округлые формы, близкие к цилиндру, шару, конусу, тору. Поверхность полировальников тщательно шлифуется, полируется и закаляется. Блеск на поверхности изделия, полируемого гладилом, возникает в результате уплотнения и выглаживания верхних слоев металла. Уплотнение металла, в свою очередь, увеличивает его коррозийную стойкость. Полировальники можно изготовить из шариков и роликов от подшипников, приварив их на стальные стержни, которые заостряют и вбивают в деревянные ручки. Металлическую поверхность полируют, нажимая с некоторым усилием на полировник и ведя его в одном направлении так, чтобы после него возникала глянцевитая полоска. Рядом с ней проводят другую полоску – и так до тех пор, пока предназначенный для полирования участок не будет обработан полностью. При втором проходе полировальник ведут уже в поперечном направлении. Чтобы полировальник легко скользил по металлу, поверхность его смачивают полировальной водой. Приготавливают ее следующим образом: в воде растворяют небольшой кусочек мыла и добавляют нашатырный спирт, все это тщательно перемешивают – н полировальная вода готова. По окончании работы полированную поверхность металлического изделии натирают фетром или сукном, удаляя остатки засохшей полировальной воды.
Еще в глубокой древности для полирования металла и камня мастера использовали различные высушенные травы, среди которых особо популярны были и остаются ими по сей день взморник и хвощ. Взморник собирают на берегу моря после отливов, и он доступен только жителям прибрежных районов. Различные виды хвоща можно встретить во всех уголках нашей страны: в лесу, в поле, в низких болотистых местах. В лесу в тенистых местах в изобилии встречается хвощ зимующий, на лугах и полях как сорняк растет хвощ полевой, в сырых местах встречаются большие заросли приречного хвоща. Вес эти виды растений можно с успехом применять для полирования, так как во всех их частях содержатся мельчайшие частицы кремния. Но больше других кремнием богат так называемый хвощ зимующий, растущий в лесу. Траву срезают серпом, ножом или ножницами и сушат на солнце. Полировать можно сухой или слегка увлажненной травой. Иногда части засушенного растения наклеивают на бумагу и пользуются ею так же, как и шлифовальной шкуркой. При желании легко изготовить очень удобную полировальную бумагу, листы которой можно хранить продолжительное время и использовать по мере необходимости. В ступке или в кофемолке сухое растение превращают в мелкий порошок. Затем распускают в клееварке заранее замоченный столярный (костный) клей (7 частей клея на 20 частей воды). В клеевой раствор добавляют1 часть квасцов и 3 части глицерина. Квасцы предотвращают загнивание клея, а глицерин придает ему эластичность. Листы бумаги или ткани прикрепляют на стол кнопками, густо смазывают клеем и, не дожидаясь когда он высохнет, насыпают измельченный хвощ, который уплотняют, прижав сверху к бумаге плоским щитом. Когда клей высохнет, лишний, не приставший к нему порошок удаляют жесткой, щетинной щеткой. Его, разумеется, не выбрасывают, а используют для изготовления других листов полировальной бумаги.
Следует сказать, что полирующие свойства есть даже у обычной бумаги: ведь в ее состав входит каолин. В быту эти свойства используют при очистке стекла. У полировальной бумаги из хвоща можно также с успехом использовать и обратную сторону, особенно при завершающем этапе отделки, при наведении глянца.
Патинирование и оксидирование. Чтобы придать металлическому изделию декоративный вид, а также защитить металл от разрушения, его покрывают защитной пленкой. Причем, применяя несложную химическую и термическую обработку, на поверхности металла практически можно получить пленку любого цвета. Каждое изделие художественного ремесла декорируется с учетом его назначения, а также материала, из которого оно изготовлено.
Прежде чем вы приступите к патинированию или оксидированию, хорошо усвойте и в будущем строго соблюдайте меры предосторожности. Многиехимикаты – весьма вредные вещества, поэтому держите их в стеклянных пузырьках с хорошо притертыми пробками, вдали от огня и пищевых продуктов.
Химическую обработку металла можно производить только в вытяжном шкафу или летом на открытом воздухе. На глаза обязательно надевайте защитные очки, а на руки – резиновые перчатки. Для составления растворов и для самого процесса патинирования и оксидирования применяйте фарфоровую, стеклянную или пластмассовую посуду. Очень удобны пластмассовые кюветы, применяемые в фотоделе. При смешивании кислот с водой или другими жидкостями помните, что кислоту нужно вливать небольшими порциями в воду или раствор, но не наоборот! Если кислота вдруг попадет на кожу, промойте это место струей воды из-под крана, а затем смочите 5 %-ным раствором питьевой соды.
Какими бы химикатами ни обрабатывали металл, его предварительно чистят, шлифуют, полируют, обезжиривают и отбеливают. Жир можно удалить тряпкой, смоченной бензином или спиртом, а отбеливают в 10 %-ном растворе какой-либо кислоты. Светлеет металл очень быстро. Отбеленный металл затем промывают чистой водой. Сушат металл на воздухе или в опилках лиственных деревьев.
В процессе химической обработки небольшое изделие погружайте в раствор целиком, а более крупное смачивайте с помощью кисти или тампона, укрепленных на деревянной ручке (рис. 6). Многие растворы непрозрачны, поэтому опущенное в них изделие нужно время от времени вынимать и осматривать. Добившись нужного цвета, промойте изделие в чистой воде в высушите.
Некоторые пленки держатся на металле довольно слабо, на других появляется белесый налет. Для закрепления пленки и удаления белесого налета изделие поесле сушки протирают натуральной олифой, машинным или растительным маслом. Чтобы зрительно усилить рельеф патинированной чеканнойработы, протрите ее влажной тряпкой с мелким порошковым абразивом (например, молотой пемзой) или отшлифуйте выступающие части рельефа хромовой пастой нанесенной на войлок или фетр, смоченный бензином. Выпуклые части чеканки высветливаются, а на самых высоких точках обнажается естественный цвет металла. Протирать чеканку нужно очень осторожно, добиваясь плавного перехода от самого светлого участка к самому темному. Промытую и высушенную чеканку протрите маслом или покройте тонким слоем прозрачного лака.

Рис. 6. Способы патинирования и оксидирования мелких (а) и крупных (б) художественных изделий
Чтобы не работать вслепую, а заранее знать, какой примерно цвет получится на металле при обработке различными растворами, заготовьте справочную «таблицу», вырезав из листовой стали, меди, латуни и алюминия одинаковые прямоугольники. Обработайте их в растворах, рецепты которых даются ниже. Просушенные и протертые маслом металлические прямоугольники укрепите на картонном или деревянном планшете, разместив в одном ряду стальные пластинки, в другом – латунные, в третьем – медные, а в четвертом – алюминиевые. Под каждой пластинкой сделайте надпись, в которой укажите состав раствора, примененного для тонирования металла, и условия обработки. Работая над справочной таблицей, вы заодно ознакомитесь с правилами составления патинирующих и оксидирующих растворов, а также узнаете другие приемы декоративной отделки металла.
Патинирование латуни. Чтобы придать изделиям из латуни коричневый или черный цвет, составьте раствор из 1 л воды и 60 г гипосульфита, который известен как фиксаж для фотобумаги и пленки. Добавьте в раствор примерно 5 г кислоты (азотной, серной, соляной). Сразу же произойдет бурная реакцпя с выделением сернистого газа. Раствор приобретет мутный молочный цвет. Опустите в него латунное изделие и через несколько секунд выньте и осмотрите. Патина образуется сравнительно быстро. Если достигнут желаемый цвет, промойте изделие и высушите. Патинирующей силой раствор обладает примерно около 20 мин, затем он становится непригодным. Правда, водный раствор гипосульфита можно хранить долго, но только если в него не добавлена кислота.
Нельзя передерживать металле растворе. Неопытные мастера, желая добиться более интенсивного черного цвета, держат изделие в растворе до тех пор, пока но образуется густой черный цвет. Такая патина держится очень слабо и легко смывается струей воды. Добиваться абсолютно черного цвета не стоит еще и потому, что под густой пленкой теряется естественный блеск металла. Какой бы цвет ни имела патина, металл все-таки должен слегка просвечивать из-под нее.
Если вместо крепких кислот в раствор гипосульфита добавить примерно одну столовую ложку уксуса (на литр воды), произойдет та же реакция с выделением сернистого газа, но она будет проходить значительно медленнее. Чтобы получить почти черный цвет, латунь придется держать в растворе очень долго.
Промытые водой пластинки после сушки протрите маслом.
В оливковый, коричневый или черный цвет окрасит латунь раствор из нашатырного спирта (водного аммиака) и хлорокиси меди (она продается в магазинах «Природа» и применяется для опрыскивания культурных растений). Хорошо патинирующий раствор можно составить с техническим водным аммиаком марки А, который можно приобрести в хозяйственном магазине. Пары нашатырного спирта и хлорокиси меди ядовиты, поэтому соблюдайте правила предосторожности, о которых мы говорили. В стеклянную посуду емкостью 1 л насыпьте две ложки хлорокиси меди и залейте примерно на две трети водным аммиаком. Быстро размешав раствор, вы получите взвесь зеленого цвета. Банку закройте крышкой. После выпадения осадка патинирующий раствор окрасится в сине-зеленый цвет. Опустите в него предварительно зачищенную и обезжиренную латунную пластинку. Через несколько секунд она приобретет глубокий черный цвет. Причем поверхность металла не потеряет блеска, что иногда случается при иных способах патинирования. Чтобы получить более светлые тона, в раствор нужно добавить воду. Оттого, сколько частей воды будет добавлено, зависит тон и цвет получаемой патины. В данном случае вода будет играть, ту же роль, что и в акварельной живописи.
Оранжево-красный цвет. В литре воды растворить 5 г сернистого калия (сульфида калия). Опущенный в раствор латунный предмет через несколько минут покроется оранжево-красным налетом. После промывки и просушки протрите металл маслом.
Патинирование меди. Прочная и красивая патина черного или серого цвета образуется на поверхности меди, обработанной в водном растворе серной печени.
Чтобы приготовить серную печень, нужно одну часть порошковой серы смешать с двумя частями поташа в жестяной банке н поставить на огонь. Через несколько минут, порошок расплавится, потемнеет и начнет спекаться, постепенно приобретая темно-бурый цвет. (Кстати, спекание патинирующей массы и дало в старину название «печень» – от слова «печь, спекать».)
Во время спекания пары серы могут загореться слабым сине-зеленым пламенем. Не сбивайте пламя – оно не ухудшит качество серной печени. Примерно через 15 мин прекратите спекание. Для продолжительного хранения серную печень растолките в порошок и засыпьте в стеклянную банку с плотной крышкой. При составлении раствора в один литр воды добавляют 10–20 г порошка серной печени. Патина, полученная на металле раствором серной печени, прочная и красивая, глубокого черного цвета. Но не всегда бывает нужна такая интенсивная окраска. Порой, чтобы придать старинный вид изделию из меди, достаточно нанести легкую серую патину. В литр воды насыпьте 2–3 г поваренной соли и 2–3 г серной печени, Опустите в раствор медную пластину. После появления серого цвета необходимой тональности промойте пластину чистой водой и высушите.
Красно-корпчневый цвет латуни придаст водный раствор хлористого цинка и медного купороса. Смешайте одну часть медного купороса с одной частью хлористого цинка и разведите их в двух частях воды. Достаточно нескольких минут, чтобы медь приобрела красно-коричневый цвет. После промывки и просушки поверхность металла протрите маслом.
Декорирование стали. Окрасить сталь в глубокий темно-синий цвет легко в водном растворе гипосульфита и уксуснокислого свинца. На один литр воды нужно взять 130 г гипосульфита и 40–50 г уксуснокислого свинца. Погруженная в раствор сталь окрашивается довольно медленно. Но если раствор нагреть до кипения, окрашивание ускорится. После промывки и просушки протрите металл маслом. Кстати, в этом же растворе можно получить серебристо-голубой цвет на поверхности латуни.
Воронение – это один из самых надежных способов защиты железа и его сплавов от ржавчины. Подвергая металл воронению из чисто практической необходимости, мастера постепенно открывали для себя красоту вороненой стали. В художественном оружии воронение стало одним из средств решения декоративных задач. Так, вороненый фон на старинных, кубачинских изделиях из стали подчеркивая и делал более выразительными элементы орнаментальной насечки золотом и серебром. Из множества известных рецептов воронения стали предлагаем вам наиболее простые, но дающие красивые и прочные покрытия. В литре воды последовательно разведите 15 г хлористого железа, 30 г железного купороса и 10 г азотнокислой меди. Когда вы опустите в раствор изделие, на металле появится бурый налет. Снимите его щеткой и снова опустите изделие в раствор. Через некоторое время на металле снова появится бурый налет, который тоже надо удалить. Если процесс идет правильно, то коричневый цвет на поверхности стали станет гуще. А чтобы получить насыщенный черно-коричневый цвет, почти черный цвет, этот процесс нужно повторить несколько раз. После промывки и сушки сталь протрите маслом. Чаще всего под воронением понимают получение на стали черного цвета с легким синеватым отливом, как вороново крыло. Чтобы получить такой цвет, разведите в литре воды 100 г двухромовокислого калия, в быту больше известного как хромпик. Опустив изделие в раствор, подержите его там минут двадцать. Вынув из раствора, высушите при высокой температуре, например, над электроплиткой или над раскаленными углями. Металл приобретает серо-бурый 10 цвет. Эту же операцию проделайте несколько раз, пока не будет достигнут глубокий черный цвет с синеватым отливом. Металл необходимо протереть маслом.
Кроме химического, есть другой довольно простой способ декорирования стали – термический. (Кстати, этим же способом можно получить различные цвета на меди и латуни.) Ксли нагревать металл в муфельной печи или газовой горелкой, на нем быстро начнут последовательно сменяться цвета побежалости – от соломенно-желтого до сине-черного. Металл резко прекращаютнагревать в тот момент, когда на нем будет получен нужный цвет. Известно множество видов газовых горелок. Из них мы выбрали самую простую, которую можно изготовить в условиях домашней мастерской (рис. 7). Горелкa соединяется с газовым баллоном гибким шлангом, покрытым предохpaнительной металлической оболочкой. Между шлангом и баллоном находится кран для регулирования подачи газа. Шланг с краником, а также баллончики продаются в магазинах или на газозаправочных станциях. Удобно пользоваться небольшими баллончиками, вмещающими 0,9 л сжиженного газа пропан-бутана. Содержимого такого баллона хватает на 4–5 ч непрерывного горения горелки. Баллоны емкостью 5,5 л рассчитаны на 72 ч непрерывного горения. Надо учитывать, что горелки с маленькими баллонами более портативны, легки и удобны. Заправляют баллоны на газозаправочных станциях, которые есть во всех городах и в крупных селах. Самодельнаягорелка состоит из сопла, пробки, капсюля (вывинчивается из покупного шланга), трубки и ручки. Сопло и пробку выточите на токарном станке из стали или латуни. С одной стороны сопла нарезается внутренняя резьба, несколько отступив от которой сверлят отверстия для подачи воздуха. На пробке также нарезается резьба, только внешняя. С помощью этой резьбы пробка соединяется с соплом. Затем просверлите в пробке два сквозных отверстия и нарежьте резьбу: в одном под стандартный капсюль, а в другом под резьбу на трубке. Трубку ввинтите в пробку и согните под некоторым углом к ее оси. С другого конца трубки плотно насадите деревянную или эбонитовую ручку с просверленным заранее вдоль оси отверстием. Нижний конец трубки закрепите гайкой с шайбой. Затем ввинтите свободный конец трубки в гибкий шланг, соединенный с газовым баллоном.
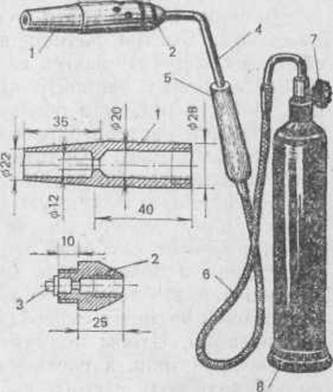
Рис. 7. Устройство газовой горелки;
1 – сопло; 2 – пробка; 3 – капсуль; 4 – трубка; 5 – ручка; 6 – шланг; 7 – вентиль; 8 – баллон (на чертеже не даны радиальные отверстия в корпусе 0, 3 мм)
Чтобы зажечь горелку, поднесите горящую спичку к соплу и слегка приоткройте кран. Как только газ загорится, подачу газа можно увеличить. Пламя должно быть ровным и компактным. Разумеется, при работе с горелкой нужно соблюдать все необходимые меры предосторожности. Нельзя располагать горящую горелку рядом с газовым баллоном, нe должно быть поблизости легковоспламеняющихся предметов и веществ. Стол, на котором производится работа, желательно обить листовым металлом. В случае появления хотя бы слабого запаха газа работу нужно приостановить и устранить причины утечки.
Предположим, что с помощью газовой горелки нужно добиться появления определенных цветов побежалости на чеканной работе. Чеканку кладут на кирпичи и направляют на нее пламя газовой горелки. Перемещая его по своему усмотрению, добиваются различной окраски отдельных участков, плавных переходов одного цвета в другой.
Добившись определённой цветовой гаммы, металл протирают восковой мастикой, которую готовят следующим образом. Расплавленный на водной бане воск или парафин смешивают со скипидаром или парафином (на 2 части воска 1 часть скипидара). Остывшую мастику наносят на металл тряпичным тампоном, и после высыхания натирают войлоком до появления мягкого блеска.
Каждый цвет побежалости возникает на поверхности металла только при определенной температуре. Светло-желтый (соломенный) цвет появляется на поверхности металла при температуре 263° С, фиолетовый – 285° С, темно-синий – 300° С, светло-синий – 325° С, серый – 330° С. Но цвету побежалости можно приближенно определить температуру нагрева металлического изделия. Обычно этим приемом пользуются при отпуске закаленной стали.
Олифово-масляный обжиг – один из наиболее древних способов нанесения на железо, а также и на другие металлы темно-коричневого и черного покрытия. Видимо, открыт он был случайно, когда кто-то из старых мастеров обратил однажды внимание на черно-коричневый налет, образующийся от перегоревшего масла и жира на стенках чугунной посуды. Там, где была такая пленка, посуда не ржавела. Подобную пленку стали намеренно наносить на скульптуру и другие художественные отливки из чугуна, протирая их натуральной олифой, а затем прокаливая в печи до появления черно-коричневого цвета. Прочная пленка надежно защищает металл от его извечного врага – ржавчины, одновременно придавая изделию художественную завершенность.
Довольно часто олифово-масляный обжиг применяется для обработки кузнечных поковок. На отдельные кованые детали или же на готовое изделие тампоном наносится тонкий слой натуральной олифы, льняного или какого-нибудь другого растительного масла. Поковку устанавливают на асбестовую плиту или подставку из кирпичей и обжигают паяльной лампой, газовой или керосиновой горелкой. Обжигают поковку постепенно, нагревая ее до тех пор, пока на ее поверхности не появится коричневатая окраска. Желая добиться глубокого темно-коричневого или почти черного цвета, эту операцию повторяют несколько раз.
Декорирование алюминия. Этот металл обладает множеством достоинств, благодаря которым его охотно применяют мастера декоративного искусства. Он легок, мягок, пластичен, имеет красивый серебристый цвет. Но алюминий с трудом поддается химической обработке. Существующие ныне химические способы его декорировапия требуют сложного оборудования. Поэтому в художественной практике наиболее часто применяют подкраску, копчение и прокаливание.
Наиболее простой способ – окраска масляными красками. Куском ткани нанесите масляную краску тонким слоем на металл, следя за тем, чтобы были полностью обработаны все участки. Затем протрите изделие сухойтряпкой. В выпуклых местах рельефа краска снимается больше, чем в углублениях, создавая иллюзию более высокого рельефа. Преимущество этого способа заключается втом, что он совершенно безопасен, к тому же можно составить любой цвет «патины», смешивая краски на палитре. Надо заметить, что удачно окрашивать таким способом можно только алюминий. Вместо масляной краски можно взять черную тушь, графитный порошок, черный битумный лак.
Чтобы окрасить алюминий в черный или серый цвет, протрите рельеф или скульптуру тонким слоем натуральной олифы или каким-нибудь растительным маслом. Поместите металл над коптящим пламенем. Небольшие вещи коптите над свечой, а более крупные – над пучком свечей или над горящей берестой, помещенной в жестяной банке. Особо крупные изделия удобно коптить дымом факела, смоченного керосином. Мельчайшие частицы копоти въедаются в олифу, прочно сцепляясь с поверхностью металла. Чтобы удобно было следить за тем, как ложится на металл копоть, изделие должно находиться выше уровня глаз. Можно закоптить металл равномерно, но можно добиться интересного декоративного эффекта, то уменьшая, то увеличивая слой копоти, то приближая, то удаляя изделие от коптящего пламени. После нанесения копоти поместите изделие над углями или в муфельную печь. Следите, чтобы пленка хорошо прокалилась, но не перегорела. Исчезновение блеска на каком-нибудь участке изделия – это сигнал, говорящий о начале перегорания пленки. Во время копчения и закаливания не забывайте соблюдать правила пожарной безопасности.
Различные оттенки от золотисто-желтого до темно-коричневого и даже черного можно получить, прокаливая алюминиевое изделие, покрытое слоем олифы или растительного масла. Протрите маслом изделие и поместити над огнем или над раскаленными углями. Пламя не должно касаться поверхности изделия. Может случиться, что выделяемые маслом летучие вещества вдруг загорятся. Сгорают они довольно быстро и не приносят вреда декоративной пленке. Чтобы получить однотонную окраску, изделие равномерно вращайте над огнем. Когда поверхность металла приобретет нужный цвет, дайте изделию постепенно остыть. Пленка на металле получается блестящей, прочной, хорошо предохраняющей металл от коррозии.
Алюминий, покрытый слоем растительного масла, после прокаливания приобретает золотисто-коричневый цвет или оливковый, а натуральной олифой – красно-коричневый и черный. Эти способы можно также использовать при декорировании чугуна, стали и других материалов.
Окраска цинка. Этот металл чаще всего используется художниками для литья миниатюрной скульптуры и рельефов. Окраска зрительно усиливает рельефность отливок, придает цинку вид старого серебра.
Серый и темно-серый цвета на поверхности цинка получают с помощью химических составов, в которые входят слабые растворы кислот. В стакане воды растворяют 1 чайную ложку лимонной кислоты и 1 чайную ложку медного купороса.
Вместо лимонной кислоты можно использовать уксус. Изделие выдерживают в растворе до появления окраски нужной тональности. Затем его промывают, сушат и протирают тряпкой, смоченной льняным маслом.
Черный цвет на поверхности цинка получают окрашиванием его в растворе, состоящем из 2 частей оксида меди, 2 – нитрата меди, 8 – соляной кислоты, разведенных в 60 частях воды.
Окраска свинца. Мелкие отливки из свинца, а также его сплавов (гарта и баббитов) окрашивают в серый и темно-серый цвета уксусной или лимонной кислотой. С помощью щетинной кисти или же тампона, укрепленного на деревянном стержне, поверхность металла смачивают до тех пор, пока не будет получена окраска нужного тона. Окрашенное изделие промывают проточной водой и сушат.
Патинирование соком растений. Нередко народные мастера декорировали изделия из металлов и их сплавов с помощью сока некоторых растений. Одно из таких растений – чистотел, или желтомолочник. Откуда взялось второе название – станет понятным после того, как от черешка оторванного листка выступит густой сок, напоминающий яичный желток. Растет чистотел в запущенных садах и парках, на мусорных кучах, у заборов и вдоль дорог, а также в редколесье и среди кустарников. В млечном соке чистотела содержится 4,3 % органических кислот: хелидоная, яблочная, янтарная и лимонная. Благодаря наличию этих кислот сок растения в старину применяли для чернения и травления мелких ювелирных изделий из различных металлов. Если вам летом удастся нарвать листьев чистотела, попробуйте провести с его млечным соком небольшие эксперименты. Чтобы получить сок, траву мелко рубят и заворачивают в тряпку. Сок отжимают деревянной колотушкой в обливной посуде. Следует предупредить, что сок чистотела раздражает кожу, поэтому работать нужно в резиновых перчатках. Отжатый сок сливают в стеклянный пузырек. На изделия из металла сок чистотела наносят кистью. Тональность окраски будет зависеть от продолжительности обработки металла млечным соком. Можно попробовать окрасить изделия из меди, цинка и других металлов.
При декорировании любого металла всегда имейте в виду, что не следует наносить слишком густой слой декоративно-защитной пленки. Всегда прежде всего должен ощущаться материал, его естественная красота и характерный блеск. Очень осторожно нужно применять яркие открытые цвета, которые могут внести пестроту в изделие, нарушить целостность его восприятия.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКЧитайте также
Декоративная аппликация
Декоративная аппликация Декоративной называется аппликация, которая не изображает какой-либо предмет или сюжет, а служит для украшения.«Натюрморт»Вырежьте из пластинки все детали, ягоды винограда; хвостики груши и яблока можно вырезать из отдельных соломин.
Декоративная отделка гипсокартонных поверхностей
Декоративная отделка гипсокартонных поверхностей Поверхности конструкций из гипсокартона поддаются разнообразной декоративной отделке. Качество подготовленных к отделке поверхностей должно удовлетворять следующим требованиям:• все работы по герметизации
Декоративная тарелка «Маки»
Декоративная тарелка «Маки» Вам потребуется Стеклянная тарелка; акриловые краски; декупажные салфетки с мотивом цветков; клей ПВА; акриловый лак для покрытия; одношаговый кракелюрный лак; ножницы; губка; плоские кисточки; ватные диски, спирт или водка. Ход
ХУДОЖЕСТВЕННО-ДЕКОРАТИВНАЯ ОТДЕЛКА ФАСАДОВ
ХУДОЖЕСТВЕННО-ДЕКОРАТИВНАЯ ОТДЕЛКА ФАСАДОВ Декоративная отделка жилого дома – завершающий этап строительства. Приступая к отделке, важно проявить свой вкус и творчество, поскольку с помощью отделочных материалов можно создать разные поверхности и плоскости.