6. Сверлильно-пазовальные и цепно-долбежные станки
6. Сверлильно-пазовальные и цепно-долбежные станки
Сверлильные станки предназначены для высверливания крутых сквозных и несквозных отверстий и образования продолговатых пазов в деревянных деталях столярно-строительных изделий. Станки бывают одно– и многошпиндельные, горизонтальные и вертикальные.
Сверлильные станки выпускают следующих типов: СВПГ-2 (сверлильно-пазовальный двусторонний), СВПГ-3 (для обработки прямых и наклонных пазов), СВСА-2, СВСА-3 (для высверливания и заделки сучков).
В зависимости от характера и условий выполняемых работ используют сверла разных видов. Конструкция сверл должна быть такой, чтобы при заточке не изменились режущие параметры, режущие элементы должны обеспечивать свободный процесс резания, получаемая стружка – легко удаляться из отверстия.
Для сверления отверстий в различных породах древесины поперек волокон применяют сверла спиральные дереворежущие с центром и подрезателем (рис. 103, а) диаметром 4–32 мм, длиной 80–200 мм. Для высверливания отверстий в древесине вдоль волокон используют сверла спиральные с конической заточкой (рис. 103, б) длинной и короткой серии. Сверла короткой серии имеют диаметр 2–12 мм, длину 25–145 мм, длинной серии – диаметр 5–20 мм, длину 130–210 мм.
Кроме того, применяют сверла спиральные с цилиндрическим или коническим хвостовиком, оснащенные пластинами из твердого сплава.
Для выпиливания пробок и заделки сучков используют цилиндрические пилки с выталкивателем (рис. 103, в, г).
Перед работой сверлильные станки настраивают: в патрон вставляют сверло требуемого диаметра, устанавливают его на нужной высоте, чтобы сверло подходило к детали в том месте, где будет выбираться отверстие, гнездо.
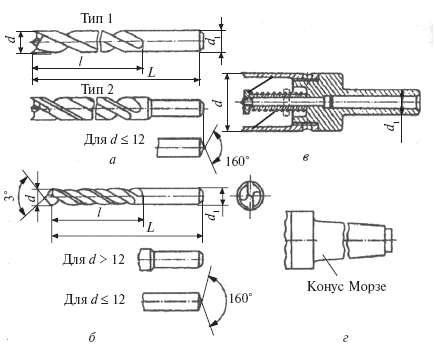
Рис. 103. Сверла: а – спиральное дереворежущее с центром и подрезателем; б – спиральное с конической заточкой; в – цилиндрическая пилка с выталкивателем и цилиндрическим хвостовиком; г – цилиндрическая пилка с выталкивателем и с коническим хвостовиком; d – диаметр сверла; d1 – диаметр хвостовика; l – длина рабочей части; L – длина сверла
Сверлить отверстия можно по разметке, упору, шаблону или кондуктору. При сверлении отверстий по разметке на деталь предварительно наносят центр сверления отверстия. После разметки деталь кладут на стол, проверяют, находится ли ось сверла точно против точки разметки, закрепляют ее и производят пробное сверление.
Цепно-долбежные станки служат для выборки в деталях гнезд прямоугольного сечения. Для долбления гнезд под шипы и замки на цепно-долбежных станках применяют фрезерные цепочки, представляющие собой комплект резцов, шарнирно закрепленных заклепками. Цепочки выпускаются толщиной 8–20 мм, что соответствует ширине гнезда.
На цепно-долбежном станке ДЦА-4 (рис. 104) обрабатывают детали высотой до 200 мм, шириной до 160 мм, выбирают гнезда длиной до 320 мм, глубиной до 160 мм.
До начала работы станок нужно настроить: установить направляющую линейку с фрезерной цепью, упоры, стол. Стол устанавливают таким образом, чтобы можно было выбирать гнезда нужной глубины.
На стол кладут заготовку (деталь), прижимая ее продольной кромкой к направляющей линейке, а торцом к упору. Для выборки гнезда нужной длины регулируют величину продольного перемещения стола.
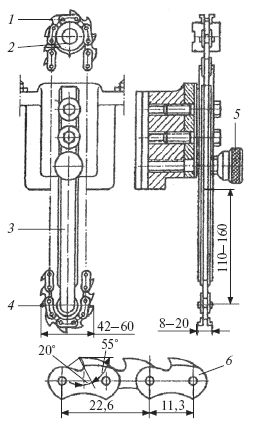
Рис. 104. Суппорт цепно-долбежного станка: 1 – цепь; 2 – ведущая звездочка; 3 – направляющая линейка; 4 – направляющий ролик; 5 – масленка; 6 – детали цепи
При работе следят за тем, чтобы цепь была хорошо натянута, подавалась плавно, с равномерным нажимом. По мере углубления цепи подачу постепенно уменьшают. Во избежание образования сколов у краев гнезда применяют подпорный брусок. Нерабочую часть цепи и звездочку ограждают.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
2.4. Слесарный инструмент, приспособления и станки
2.4. Слесарный инструмент, приспособления и станки К слесарным инструментам относятся: зубило, крейц-мейсель, ка-навочник, пробойник, слесарные молотки, выколотки, кернер, напильники, надфили, плоские гаечные ключи, ключ универсальный гаечный, торцевой, накладной, рычажный
2.10. Сверление и развертывание. Сверлильные станки
2.10. Сверление и развертывание. Сверлильные станки Сверлением называется выполнение в изделии или материале круглого отверстия с использованием специального режущего инструмента – сверла, которое в процессе сверления одновременно имеет вращательное и поступательное
2.14. Шлифование и шлифовальные станки
2.14. Шлифование и шлифовальные станки Шлифованием называется обработка деталей и инструментов с использованием вращающихся абразивных или алмазных шлифовальных кругов, основанная на срезании зернами круга с поверхности очень тонкого слоя материала в виде мельчайших
Глава 6 ДЕРЕВООБРАБАТЫВАЮЩИЕ СТАНКИ
Глава 6 ДЕРЕВООБРАБАТЫВАЮЩИЕ СТАНКИ 1. Общие сведения Деревообрабатывающее оборудование разделяют на станки общего назначения, станки для специальных производств и универсальные. К станкам общего назначения относятся станки для раскроя досок, брусков, щитов, плит;
2. Круглопильные станки
2. Круглопильные станки Круглопильные станки применяют для раскроя пиломатериалов, заготовок, плитных материалов (фанеры, древесноволокнистых, древесностружечных плит). В зависимости от выполняемых операций станки бывают для поперечного и продольного раскроя.Для
3. Продольно-фрезерные станки
3. Продольно-фрезерные станки После раскроя пиломатериалы имеют неровную, шероховатую поверхность, риски, покоробленность и ряд других дефектов, устраняемых фрезерованием. В процессе фрезерования также получают выверенную поверхность, по которой можно выверить
4. Фрезерные станки
4. Фрезерные станки На фрезерных станках можно выполнять разнообразные работы: создавать профили у деталей путем отборки калевки, фальцов, пазов, гребней и т. п., выполнять гладкое фрезерование кромок, обрабатывать по периметру оконные створки, форточки, фрамуги, дверные
5. Шипорезные станки
5. Шипорезные станки Шипорезные станки предназначены для зарезки шипов и проушин. По конструкции они бывают одно– и двусторонние. На одностороннем шипорезном станке зарезку шипов и проушин ведут с одной стороны бруска, а на двустороннем – одновременно с обеих сторон.На
7. Комбинированные станки
7. Комбинированные станки На комбинированных станках можно выполнять ряд различных операций по обработке древесины. Наиболее часто встречаются станки со следующим сочетанием работ: фугование – рейсмусование – раскрой – сверление – шлифование; фугование –
14. Станки для изготовления ключей
14. Станки для изготовления ключей Станок с дешифратором позволяет изготавливать ключи для замка, когда отсутствует оригинальный ключ для копирования. Это возможно, поскольку изготовители замков часто выбивают код ключа на замках и ключах, и специалист-замочник сразу