6. ОБЩИЕ СВЕДЕНИЯ О СВАРКЕ[4]
6. ОБЩИЕ СВЕДЕНИЯ О СВАРКЕ[4]
6.1. Газовая сварка
Сваркой называется процесс получения неразъемного соединения металлов в результате нагревания их источником тепла до состояния оплавления в месте соединения, давления или трения. Сварку выполняют с добавлением или без добавления присадочного материала.
Различают следующие виды сварки: газовая, дуговая, электрошлаковая, стыковая электрическая, атомная, плазменная давлением, трением, кузнечная. В настоящее время все более широкое распространение получают такие новые виды сварки, как индукционная, ультразвуковая, диффузионная, в вакууме, электронно-лучевая в вакууме, лазерная, взрывом.
Газовая сварка – это сварка с использованием пламени, получаемого при сгорании смеси различных горючих газов с кислородом.
Горючим газом, используемым для сварки, может быть: ацетилен, водород, светильный газ, пары бензина и пары бензола. Используемый горючий газ определяет вид газовой сварки (например, водородная, ацетиленовая сварка).
К основному и вспомогательному оборудованию и инструменту, используемым при ацетилено-кислородной сварке, относятся: ацетиленовый генератор или баллоны с ацетиленом, кислородом, горелка с набором наконечников, резиновые шланги, редукторы, плоские ключи по размерам гаек редукторов, а также гаек, соединяющих наконечники шлангов и наконечники горелок, ключ к вентилям баллона с ацетиленом, щиток с темными очками, тележка для перевозки баллонов, стальная щетка, молоток и клещи. Рабочее место сварщика может быть стационарным и передвижным.
Перед закреплением редуктора на баллоне следует открыть вентиль баллона с целью его продувки. После установки редуктора на баллон необходимо слегка отвинтить регулировочный болт редуктора и плавно открыть вентиль. Резкое открытие вентиля баллона может вызвать повреждение редуктора. В обратном порядке следует выполнить все операции после окончания работы. Декомпрессия манометров наступает при открытии кранов горелки.
Не допускается обслуживание вентиля кислородного баллона и редуктора руками, загрязненными смазкой или маслом (или смазывание этих деталей). При соприкосновении сжатого кислорода со смазкой или маслом образуется взрывоопасная смесь.
Ацетилен – это горючий газ, в чистом виде бесцветный, без запаха и неядовитый (неприятный запах из-за примесей имеет промышленный ацетилен). Ацетилен для сварки получают в генераторах в результате взаимодействия воды и карбида кальция. При разложении 1 кг технического карбида кальция выделяется около 235–285 л ацетилена и 1675 кДж (400 ккал) тепла. Масса одного кубического метра ацетилена при температуре 0 °C – 1,17 кг. Температура ацетилено-кислородного пламени достигает 3200 °C. Ацетилен в сжатом состоянии (до 1,5 ата) и в смеси с кислородом или воздухом является взрывоопасным.
Ацетилен и карбид кальция должны храниться в отдельном сухом и проветриваемом помещении. Ацетиленовый генератор также должен находиться в отдельном помещении.
В зависимости от давления ацетилена различают генераторы низкого (0,001–0,01 Мн/м2, 0,01–0,1 ата), среднего (0,01–0,15 Мн/м3, 0,1–1,5 ата) и высокого давления (свыше 0,15 Мн/м2, 1,5 ата). По способу загрузки генераторы делятся на ручные и автоматические.
В зависимости от принципа взаимодействия карбида кальция и воды генераторы подразделяются на три разновидности: «карбид кальция в воду», «вода подается на карбид» и контактной системы «вытеснением».
Основные части генератора: емкости для карбида кальция, для воды и для газа. К вспомогательному оборудованию относится фильтр и водяной предохранительный затвор.
Существует три вида водяных предохранительных затворов: низкого, среднего и высокого давления. Водяные предохранительные затворы бывают мембранные и безмембранные. Наибольшее распространение получили мембранные затворы. Независимо от давления водяные предохранительные затворы делятся на магистральные (установленные на генераторе) и сетевые (в сети перед рабочим местом).
Ацетиленовый баллон служит для хранения растворенного ацетилена. Баллон изготавливается горячей глубокой штамповкой или сваркой из стального листа. Внутри баллон заполнен пористой массой (древесным углем). На шейке баллона указаны его техническая характеристика и дата испытания. В верхней части баллона находится стальной вентиль, к которому с помощью хомута и нажимного винта крепится редуктор. Стальной баллон содержит около 6 м3 ацетилена, разведенного в ацетоне и сжатого под давлением 16 ата. При необходимости расходования более 800 л ацетилена в час последовательно соединяют два или три баллона.
Кислородный баллон емкостью 40 л предназначен для хранения 6000 л кислорода, сжатого под давлением до 15 Мн/м3 (150 ата). Баллоны изготавливают из высококачественной стали и наполняют газом с помощью специального оборудования на специализированных предприятиях.
Кислородные баллоны окрашивают в голубой или синий цвет, а ацетиленовые – в белый. Ацетиленовый баллон немного ниже кислородного. Если краска стерта, кислородный баллон отличают от ацетиленового по запаху (открыть вентиль баллона), по звуку удара по баллону (кислородный баллон издает чистый звук), по высоте баллона и по вентилям.
Газовые шланги, как и газовые баллоны, окрашивают в различные цвета. В голубой или синий окрашены кислородные шланги, а в серый или красный – ацетиленовые.
Ацетиленовые шланги нельзя подсоединять к кислородным баллонам, и наоборот. Несмотря на то, что внутреннее сечение ацетиленовых шлангов составляет 8 мм, а кислородных – 6 мм, прочность ацетиленовых шлангов значительно меньше. Шланги длиной свыше 5 м нельзя использовать для генератора низкого давления, так как при этом давление ацетилена может снизиться. Соединение коротких отрезков шлангов должно быть прочным и герметичным. Новые шланги необходимо продувать.
Газовая горелка предназначена для смешивания в необходимых пропорциях горючего газа с кислородом и для формирования необходимого для сварки пламени определенных интенсивности, силы, размеров и формы.
По способу подачи газа и кислорода в смесительную камеру различаются горелки инжекторные или низкого давления и безинжектор-ные одинакового высокого давления газа и кислорода.
Горелки инжекторного типа (низкого давления) оснащаются сменными наконечниками от № 0 до № 7. При расходе ацетилена 25–2300 л/ч ими можно сваривать сталь толщиной от 0,2 до 30 мм. Безинжектор-ные горелки работают при давлениях ацетилена выше 0,5 ата.
При сварке можно пользоваться только исправной горелкой, прочно соединенной с рукояткой. Следует соблюдать следующие правила: не смазывать маслом детали горелки (грозит взрывом), наконечники содержать в чистоте, не выполнять самостоятельно никакого ремонта, использовать нужное давление кислорода, отверстие наконечника закрывать медной проволокой. Нарушение правил эксплуатации может привести к отдельному хлопку или продолжительной «стрельбе» горелки, к обратному удару пламени через камеру смешивания к ацетиленовому шлангу.
Ацетилено-кислородное пламя должно быть светлым с ограниченным ядром. При таком пламени на расстоянии 2–5 мм от ядра достигается температура около 3200 °C.
При избытке кислорода образуется ядро меньшего размера, пламя приобретает светло-фиолетовый цвет. При избытке ацетилена пламя светлое, удлиненное.
Для подготовки материала к сварке необходимо выполнить скос и зачистку кромок свариваемых деталей, их пригонку и предварительную прихватку, а также подогрев материала (в случае если он пружинит).
Скос кромок свариваемых деталей выполняется для того, чтобы сварщик имел возможность наплавить материал по всей толщине. На материалах толщиной до 4 мм скос не выполняется; они только зачищаются и подгоняются. На материалах толщиной более 4 мм делается односторонний скос в форме буквы Y, на материалах толщиной более 12 мм – двухсторонний скос в форме буквы X.
Различают три вида ацетиленовой сварки: влево, вправо и вверх. Кроме того, в зависимости от положения шва различаются горизонтальная, настенная (вертикальная), потолочная сварка, а также сварка под углом.
Газовой сваркой можно соединять металлические листы толщиной от 0,4 до 40 мм.
Сталь обычная (низкоуглеродистая – с малым содержанием углерода) сваривается хорошо и легко с помощью ацетилено-кислородно-го пламени. В качестве присадочного материала используют стальные прутки (табл. 26).
Таблица 26
Размеры наконечников горелок и диаметров прутков
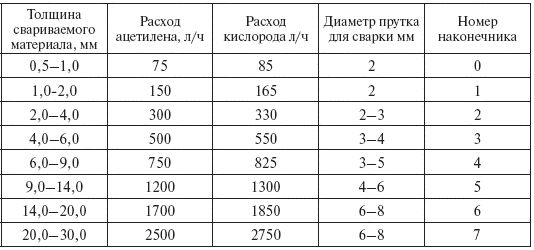
Улучшения качества шва добиваются горячей ковкой (цвет ярко-красный) и отжигом. Как внутренние швы, так и швы внахлестку при сварке стальных листов толщиной боле 40 мм нужно выполнять электрической дугой. Среднеуглеродистые стали следует сваривать как можно быстрее, за один проход, так как может произойти выгорание углерода, перегрев стали и образование шлака в шве. После сварки высокоуглеродистой стали шов необходимо подвергнуть ковке при температуре 800 °C. После сварки и ковки изделия следует отжечь. Изделия из высокоуглеродистой стали отжигают при температуре 920 °C, а после остывания вновь отжигают при температуре 650 °C. Средне-углеродистую сталь отжигают при температуре 800 °C. Хромонике-левые и никелевые стали сваривают, используя флюсы, пасты и присадочные материалы. Стальные отливки с температурой плавления 1400–1500 °C сваривают так же, как сталь.
Чугун можно сваривать в холодном или в подогретом состоянии. Чтобы не было пережогов свариваемых изделий, их следует перед сваркой разогреть, а после сварки охладить в горячем песке или в золе.
Мягкий шов получают, сваривая изделия чугунными прутками с примесью кремния. Из-за большой текучести расплавленного чугуна сварка должна быть горизонтальной. Кроме того, ее нужно выполнять быстро, за один проход. Флюсы при сварке используются с целью образования шлака, который предохраняет расплавленный металл от адсорбции газов и образования пузырьков.
К наиболее часто встречающимся видам брака при сварке относятся: излишнее или недостаточное расплавление металла, пережог, окисление или науглероживание, прихватывание материала, излишек или недостаток присадочного материала в шве (пористость шва), уменьшение толщины стенок материала, а также низкое качество сварного шва в его начале и конце.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
1. Общие сведения
1. Общие сведения Деревообрабатывающее оборудование разделяют на станки общего назначения, станки для специальных производств и универсальные. К станкам общего назначения относятся станки для раскроя досок, брусков, щитов, плит; фрезерования по плоскости и профилю;
Общие сведения
Общие сведения Газопламенная обработка металлов (ГОМ), к которой относятся газовая сварка, резка и газотермическое напыление, широко распространена в промышленности. На долю этих процессов приходится примерно 80 % различных видов ГОМ. Особое место среди них занимает
Общие сведения о красках
Общие сведения о красках Краска, применяемая для покрытия кузовов, выполняет двойную работу: защищает металл кузова и создает общее впечатление об автомобиле. Составы автомобильных красок постоянно меняются, технология покраски претерпевает изменения.В этой главе
Общие сведения
Общие сведения Здесь мы попытаемся дать только основную информацию об объектах любительского рыболовства, не владея которой трудно рассчитывать на успех. Более подробные сведения о рыбах можно почерпнуть из уже упоминавшихся книг Л. П. Сабанеева и Я. Е. Киселева, а
Общие сведения о питании рыб
Общие сведения о питании рыб Искусство рыбной ловли простейшими любительскими снастями, умение испотьзовать и более сложные, владение способами, приемами ужения предполагают и толковое применение различного естественного корма для приманивания рыбы к крючкам
Общие сведения
Общие сведения Эхолоты переднего обзора или, как принято их называть, «сонары» или, по-русски, «гидролокаторы», появились на малом флоте совсем недавно, каких-нибудь лет 10 назад. Детище военно-промышленного комплекса, они вобрали в себя все последние достижения
ОБЩИЕ СВЕДЕНИЯ О РЫБАХ
ОБЩИЕ СВЕДЕНИЯ О РЫБАХ Собираясь на рыбную ловлю, каждый рыболов задает себе ряд вопросов: куда поехать? какую взять снасть? какой воспользоваться насадкой? На водоеме возникают дополнительные вопросы: где ловить — на глубине или у берега? в тиховодье или на течении? со
Общие сведения
Общие сведения Фетр, мягкий, но прочный материал, используют для пошива одежды, шляп, обуви, игрушек, предметов быта и всевозможных аксессуаров.Фетр может быть гладкий и ворсовой. Последний делится на фетр под замшу (длина ворса менее 0,5 мм), коротковорсовой (длина ворса
Общие сведения
Общие сведения Электропроводкой называется совокупность изолированных проводов и кабелей с элементами их крепления, защитными и поддерживающими конструкциями. Электропроводка обеспечивает подвод электроэнергии к электроприемникам потребителя.Документация. При
Общие сведения
Общие сведения Рассмотрим основные принципы, которые необходимо знать и учитывать при замене электропроводки в квартире. Исходя из этого, процесс оформления необходимой документации для производства электромонтажных работ рассматриваться не будет.Прежде чем
Общие сведения
Общие сведения Обслуживание автомобильных замков – это особая область замочного бизнеса, которая может быть очень прибыльной. Чтобы добиться успеха здесь, нужно все время быть в курсе постоянных изменений, которые происходят в автомобильных замочных системах. Цель
Общие сведения
Общие сведения Это понятие вошло в нашу жизнь совсем недавно. Изобретение обратимой пленки позволило получать новый вид фотографий — в цвете, на прозрачной целлулоидной основе, — что при рассматривании этих фотографий не обычным образом, а на просвет давало небывалый