2.8. Ручная и механическая разрезка и распиловка
2.8. Ручная и механическая разрезка и распиловка
Разрезкой называется операция разделения материала (предмета) на две отдельные части с помощью ручных ножниц, зубила или специальных механических ножниц.
Распиловкой называется операция разделения материала (предмета) с помощью ручной либо механической ножовки или круглой пилы.
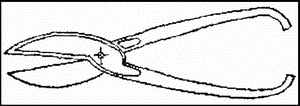
Рис. 15. Ручные ножницы для резки металлов
Простейшим инструментом для разрезки металла являются обычные ручные ножницы (рис. 15), правые и левые (верхняя режущая кромка может находиться справа или слева от нижней режущей кромки).
Ножницы могут быть ручными или стационарными, закрепленными на верстаке. К механическим устройствам и оборудованию относятся вибрационные ножницы и машинки, рычажные механические ножницы, а также гильотинные ножницы и прессы. Резка листового материала, особенно вырезка фасонных деталей, производится газовой ацетиле-но-кислородной горелкой, а в ряде случаев – на фрезерных станках пальцевыми и другими специальными фрезами. Резка пруткового материала может производиться на токарных станках отрезными резцами. Отрезка труб производится специальными труборезами. Для распиловки материалов используются ручные и механические ножовки с постоянной или раздвижной рамкой, ленточные пилы, круглые пилы и другие механизмы.
Ручные ножницы служат для резки жести и железного листа толщиной до 1 мм, а также для разрезания проволоки. Листовой материал толщиной до 5 мм разрезается на рычажных ножницах, а материал толщиной более 5 мм – на механических ножницах. Перед резкой режущие кромки следует смазать маслом.
Угол заострения режущих частей ножниц зависит от характера и марки разрезаемого металла и материала. Чем меньше этот угол, тем легче врезаются режущие кромки ножниц в материал, и наоборот. Однако при малом угле заострения режущие кромки быстро выкрашиваются. Поэтому на практике угол заточки выбирают в пределах 75–85°. Затупившиеся кромки ножниц затачивают на шлифовальном станке. Правильность заточки и разводки между фомками проверяют, разрезая бумагу.
Ручная ножовка состоит из постоянной или регулируемой рамки, рукоятки и ножовочного полотна. Полотно крепится в рамке с помощью двух стальных штифтов, болта и гайки-барашка. Болт с гайкой служит для натяжения полотна в рамке (рис. 16).
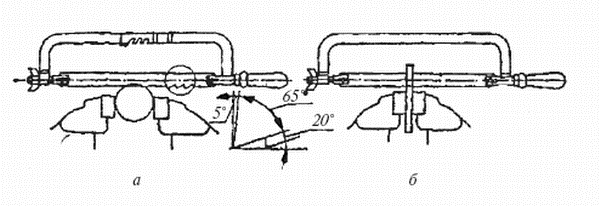
Рис. 16. Ручные ножовки для металла
а – регулируемая; б – нерегулируемая
Ручное ножовочное полотно – это тонкая стальная закаленная полоса толщиной от 0,6 до 0,8 мм, шириной 12–15 мм и длиной 250–300 мм с нарезанными зубьями вдоль одной или обеих кромок. Ножовочное станочное полотно имеет толщину 1,2–2,5 мм, ширину 25–45 мм и длину 350–600 мм.
Зуб полотна характеризуется следующими углами: для ручного ножовочного полотна передний угол 0°, задний угол 40–45°, шаг 0,8 мм, ширина развода зубьев 1,2–1,5 мм; для ножовочных станочных полотен передний угол 0–5°, задний угол 35–40°, угол заострения зуба 50–55°, шаг зубьев 2–6 мм. Зубья бывают волнообразные и разведенные. Мягкие металлы и искусственные материалы распиливаются ножовкой с зубьями большого шага, твердые и тонкие материалы – мелНожовочные полотна выполняют из инструментальной высокоуглеродистой стали У10, У12, У10А, У12А, для особо ответственных работ – из стали Р9, Х6ВФ, Х12Ф1, вольфрамовой и хромистой. После нарезки зубьев полотно подвергается закалке полностью или частично (только зубья) до твердости HRC 60–61. Рабочая длина полотна составляет около 2/3 его длины. Каждый зуб ножовочного полотна представляет собой строгальный резец (рис. 17).
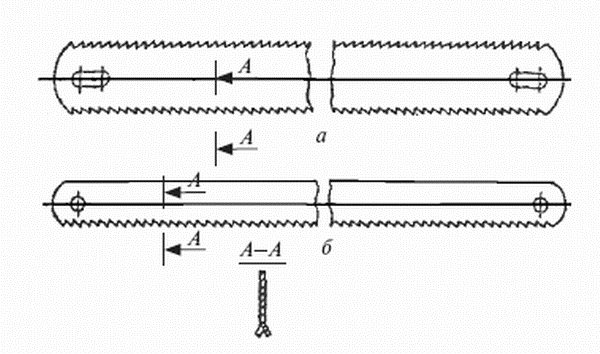
Рис. 17. Полотна с нарезанными зубьями:
а – двухстороннее; б – одностороннее
Перед распиловкой или разрезанием материала следует подготовить материал, разметить его чертилкой или обозначить накерниванием.
Перекос ножовки в процессе распиловки вызывает значительные напряжения изгиба полотна, что может послужить причиной появления трещины или поломки полотна.
В случае поломки одного или нескольких зубьев на полотне следует прервать распиловку, вынуть полотно из рамки и сошлифовать выкрошенные зубья. После этого можно продолжать использование полотна.
Распиловку труб большого диаметра нужно выполнять обязательно с постепенным поворотом трубы: в противном случае может произойти поломка зубьев. Тонкую трубу следует закреплять в тисках или приспособлениях с обжимом по радиусу при незначительном усилии зажатия, иначе может произойти смятие трубы. Для распиловки труб следует использовать полотно с целыми и острыми зубьями малого шага. В место реза, где треснуло старое полотно или выкрошились его зубья, не следует вставлять новое полотно.
Если линия реза пошла под углом к поверхности металла, следует прервать распиловку с этой стороны и начать с другой. Чтобы избежать скольжения полотна по материалу, нужно первоначальный рез произвести трехгранным напильником.
Твердые материалы распиливают, как правило, механической рамной, ленточной или дисковой пилами. Ручное распиливание этих материалов очень трудоемко, а иногда просто невозможно. При механической распиловке получается ровный рез.
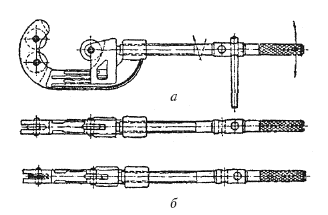
Рис. 18. Труборезы ножевые (роликовые):
а – трехножевые; б – с одним ножом и двумя
роликами
Труборез – это инструмент для разрезания труб (рис. 18). Труборезы бывают разных видов: одно-, двух– и трехножевые, а также цепные.
В труборезе роль режущей части выполняет ролик с заточенными кромками. Трехножевой труборез состоит из щеки, в которой находятся два ножа-ролика, обоймы, в которой установлен один ролик, рукоятки и рычага. На закрепленную в тисках или захватывающем приспособлении трубу накладывают труборез и с помощью рукоятки затягивают до упора. Колебательным или вращательным движением рычага и постепенным сближением ножей-роликов производится разрезка трубы. Равномерную и чистую линию реза трубы можно получить с помощью цепного трубореза.
В целях безопасности при разрезании и распиловке материала следует проверить инструмент, правильно и надежно закрепить материал в тисках или приспособлениях, а также правильно и крепко осадить рукоять рамной пилы. Опасные места возле механических ножниц закрывают кожухом или щитами. Механические ножницы обслуживаются согласно инструкции по эксплуатации специально обученным работником.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
2.7. Ручная и механическая правка и гибка металла
2.7. Ручная и механическая правка и гибка металла Для правки фасонного, листового и полосового металла используют разного рода молотки, плиты, наковальни, валки (для правки жести), ручные винтовые прессы, гидравлические прессы, валковые приспособления и вороты.Гибка
5.1. Ручная горячая кузнечная обработка
5.1. Ручная горячая кузнечная обработка Ручной горячей кузнечной называется обработка металла, нагретого до температуры выше границы рекристаллизации (для стали – в пределах от 750 до 1350 °C), с целью придания ему определенной формы при помощи ручного молотка или молота.
5.2. Механическая горячая обработка
5.2. Механическая горячая обработка Механической горячей называется обработка металла, нагретого до температуры выше температуры рекристаллизации (для стали – в пределах от 750 до 1350 °C), позволяющая получить изделия требуемой формы при помощи специальных машин и
Механическая отделка изделий
Механическая отделка изделий Шлифование – это чистовая обработка поверхностей деталей абразивными инструментами. Шлифование металлических деталей осуществляют на шлифовальных станках вращающимися абразивными кругами, сегментами или брусками.Механический процесс