Стыковые соединения
Стыковые соединения
Стыковые швы выполняют с разделкой кромок или без разделки кромок.
Стыковые соединения без разделки кромок применяют для листов с толщинами до 12 мм. Кромки листов при этом срезают под прямым углом и при сварке располагают с зазором в 1–2 мм. Листы толщиной до 4 мм сваривают односторонним швом, а 4–12 мм – двухсторонним швом. Стыковое сварочное соединение является наиболее распространенным. Оно имеет высокую прочность при статических и динамических нагрузках. Рационально применять его для соединения листового металла, а также для соединения (стыковки) различных профилей: балок, уголков и т. п.
Разделку кромок для сварки в стык выполняют с целью получения высокопрочного соединения и проварки кромок деталей. По форме кромок разделка соответственно называется: V-образная, К-, Х-, U-образная или с ломанными краями.
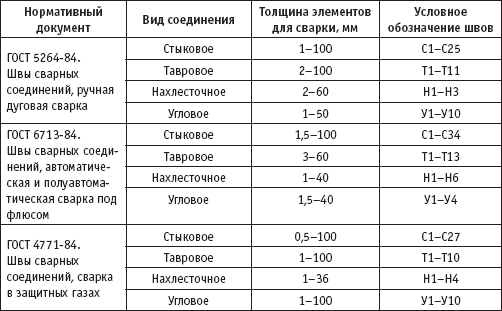
Таблица 4
Стандарты на дуговую сварку
Стыковое соединение с V-образной разделкой применяют для сварки металла толщиной 3–60 мм. При этом разделка металла может быть одно– и двухсторонней. При толщинах металла 15–100 мм применяют двухстороннюю V-образную разделку с криволинейным скосом одной или обеих кромок. Стыковые соединения с Х– и К-образными скосами кромок применяют при сварке металла толщиной 8–175 мм. При этом расход электродов и электроэнергии почти в 2 раза меньше, чем при V-образной разделке. Кроме того, такая разделка обеспечивает меньшую деформацию после сварки.
Данный текст является ознакомительным фрагментом.