Обронные работы
Обронные работы
После того как вы овладеете секретами плоскостного гравирования, можно приступать к освоению обронных работ. Эти упражнения осуществляются обычно на заготовках из хрупкого материала – латуни ЛС59 или инструментальной стали У8А.
Как уже говорилось, при обронном гравировании резцом создают рельеф или даже объемную фигуру. В такой работе выделяют два варианта: выпуклое (позитивное) гравирование, при котором опускают, т. е. выбирают, фон, а элементы изображения (рельеф) становятся выпуклыми, располагаются выше фона, и углубленное (негативное) гравирование – когда рисунок или рельеф располагаются ниже фона. Во втором случае отличие от плоскостного гравирования заключается в том, что рисунок образован не тонкими штрихами, а имеет собственную фактуру.
Обронное гравирование – более трудоемкий процесс по сравнению с плоскостным гравированием, так как эта работа требует снятия значительно большей массы металла с заготовки. Поэтому, кроме штихелей, при обронной работе применяют зубильца, керны, сечки, чеканы и пуансоны. Рабочий конец зубила отковывают и опиливают по форме того или иного штихеля. Кроме зубил и штихелей, к граверному ручному инструменту относятся: керн, применяемый для разметки; сечки – плоские зубила различной ширины с заточкой на одну сторону; чеканы – стальные стержни с различными рабочими концами для выравнивания фона и набивки фактуры и пуансоны, которые изготавливают обычно из прутков инструментальной стали толщиной 6, 7 и 10 мм, с длиной соответственно 65, 85 и 100 миллиметров.
Как и любая подобная работа, процесс обронного гравирования складывается из подготовительных мероприятий и самого гравирования. К подготовительным работам относится перевод рисунка на металл, который осуществляется следующим способом. На поверхность заготовки, покрытую белой краской, наносят тонкий слой воска (или пластилина). Затем подготавливают рисунок, выполняя его карандашом на кальке. При переводе рисунка надо учитывать, каким он должен быть на металле – прямым или обратным (зеркальным). Зеркальный рисунок необходим при гравировании печатей, факсимиле и клише, предназначенных для получения с них оттисков. Скопированный на кальку карандашный рисунок накладывают на заготовку лицевой поверхностью вниз и притирают рукояткой штихеля; осторожно отрывают кальку, и на восковой поверхности остается хорошо заметный отпечаток рисунка. Затем вокруг рисунка выбирают первую стружку. Эту работу проводят так, чтобы неосторожным движением не испортить рисунок. Следующая операция – выборка фона. При глубокой выборке или гравировании закруглений применяют болтштихель или аналогичной формы сечку. После вырубки всего поля до необходимой глубины приступают к обработке рельефа, который режут или рубят соответствующими штихелями или зубилами, а если надо, применяют надфили и чеканы.
Для ускорения работы при гравировании повторяющихся элементов или выполнении особенно мелких и сложных деталей применяют пуансоны и маточники, которые делают заранее. При углубленном оброне на отшлифованной поверхности заготовки вычерчивают наружный контур рельефа и обводят его шпицштихелем. После этого приступают к вырубке металла внутри очерченного рисунка. Рубку осуществляют зубилами и сечками различной формы. Рубить в глубину следует очень осторожно, с частыми проверками и сравнением с оригиналом. Проверку проводят следующим образом: в предварительно увлажненную вырубленную форму втискивают кусок размягченного пластилина и полученный оттиск сравнивают с оригиналом, по которому ведут работу. Основные глубины измеряют штангенциркулем или проверяют шаблоном.
Углубленный оброн требует от гравера высокой квалификации и навыка, так как работа в основном проводится на глаз. Чем глубже выбирают металл, тем осторожнее надо работать, так как исправить чрезмерно глубокую вырубку очень трудно. Когда рельеф вырублен на необходимую глубину, рубку прекращают и приступают к его отделке штихелями, чеканами и пуансонами. Часть металла снимают, а часть уплотняют ударами чеканов и пуансонов. После окончательной отделки (шлифования и полирования отдельных участков) контрольный слепок должен быть тождествен модели. Для подчистки и подрезки дна углубления рельефа применяют гнутые штихели и рифлевки. При промышленном изготовлении стальных штампов и пресс-форм для облегчения работы можно применять предварительную грубую выборку металла на фрезерных станках или отливку прецизионным (точным) методом всей матрицы или пресс-формы. В последнем случае граверная работа будет сводиться только к зачистке и отделке полости штампа, что значительно ускоряет и облегчает процесс работы.
Обронные работы при гравировании растительного орнамента выполняются в следующей последовательности (рис. 25). Рисунок переводят на металл одним из известных способов. Затем его фиксируют, обводя гравировальной иглой. Шпицштихелем рисунок прорезают по контуру на глубину фона. Следующий этап работы – опускание фона, т. е. выборка металла на нужную глубину. Около закругленных линий рисунка металл выбирают болтштихелем, а в остальных участках – флахштихелем. Если металл слишком твердый, металлическое изделие укрепляют в тисках и срезают металл с помощью сечек, имеющих сечения флахштихеля и болтштихеля. Углубленный фон аккуратно выравнивают плоским штихелем и приступают к проработке деталей рельефа болтштихелем, флахштихелем и другими резцами.
Затем выпуклые элементы рельефа шлифуют мелкозернистой наждачной бумагой и полируют пастой ГОИ, нанесенной на кожаный ремень. В углубленных местах металл полируют деревянными палочками, смазанными пастой.
Завершают обронные работы матированием фона. Эту операцию проводят с помощью матиков с различной формой бойков, но с одинаковой насечкой. Матик передвигают по фону, ударяя ритмично молотком по его ударной части. После обработки матиками фон приобретает матовую зернистую поверхность, с которой эффектно контрастируют блестящие элементы рельефа.
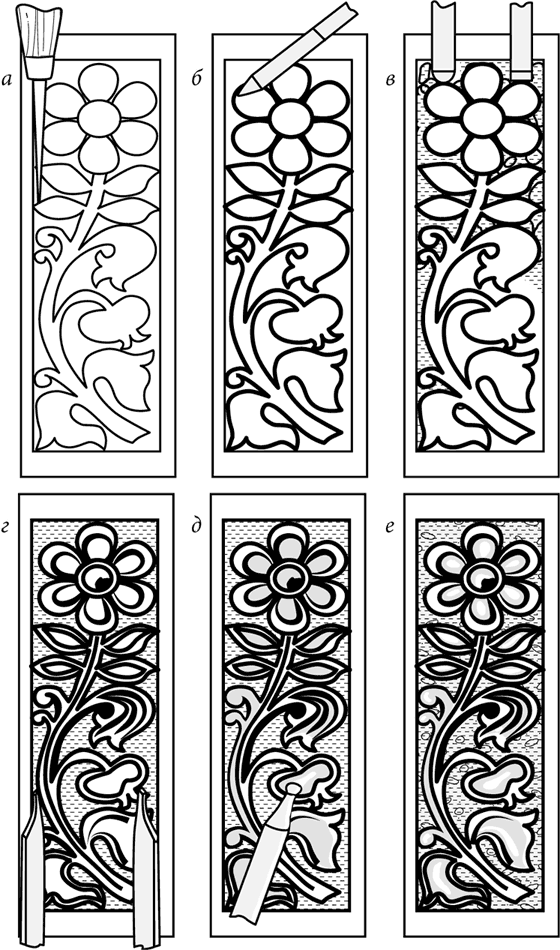
Рис. 25. Стадии выполнения обронной работы: а – закрепление рисунка гравировальной иглой; б – гравирование контура шпицштихелем; в – выборка фона болтштихелем и флахштихелем; г – проработка деталей рельефа; д – полировка рельефа; е – матирование фона
Готовясь воспроизвести на металле рисунок клише, предназначенного для переноса красителя на изделие непосредственно с матрицы, следует обратить особое внимание на исключительную зеркальность поверхности заготовки, ее идеальную плоскость перед самым гравированием. Только в этом случае можно качественно выполнить данную работу, так как глубина выборки металла должна быть в среднем равна 0,15 мм. Допускается глубина фона в больших промежутках между штрихами 1,0–1,2 мм, в небольших промежутках между штрихами – 0,07–0,20 мм. Слишком мелкие штрихи могут оказаться нечувствительными к поливу красителем, а слишком глубокие могут скопить в себе такое количество краски, что при оттиске на изделии (бумаге или ткани) рисунок будет размазан.
Готовое клише под краску, используемое при изготовлении гравюр, маркировке и т. п. посредством переноса красителя на изделие с резиновых валков или пластин, представляет собой прямой выпуклый шрифт (рисунок), выполненный на заготовке из цветного металла, в частности из бронзы БрБ2 или латуни ЛС59 (сыпучки). Гравер, пользуясь чеканами, зеками и всевозможными подборниками, занижает контуры внутри букв и линий рельефа, а также промежутки между ними.
После проделанной работы нетрудно визуально убедиться в том, что металл как несколько раздался вширь, так и приподнялся над общей поверхностью заготовки клише, где начертано изображение или текст. Причем наибольшая приподнятость металла наблюдается именно в тех местах, где расположены буквы или фрагменты с наибольшей площадью занижения внутреннего контура.
Для водворения на место расползшегося вширь металла нужно кромки заготовки клише обработать плоскими чеканами. В основном это относится к двум базовым кромкам. Выравнивание торцов выполняют по ходу работы, постепенно перенося удары чеканом по заготовке снизу вверх. Это позволяет легко избавиться от наплывов и завалов по краям рабочей части клише, приподнять металл на величину первоначальной толщины заготовки на участках, подвергшихся обработке ударным инструментом.
Деформация середины заготовки характеризуется лишь приподнятием металла. Образовавшиеся неровности на поверхности заготовки необходимо спилить бархатным напильником или надфилем и тщательно довести поверхность под гравирование до абсолютно ровной, проверяя ее на просвет с помощью лекальной линейки.
После этого гравер приступает к обработке штихелями внешних контуров букв и линий рисунка по порядку их чередования. Для облегчения гравирования закруглений и всякого рода скосов перед оконтуриванием букв следует флахштихелем или пилочкой пропилить канавки между строками на глубину не менее 1 мм. Тут же необходимо зубильцами и надфилями удалить и остальной материал с фона. Добившись необходимых результатов ручного гравирования и убедившись, что клише готово, поверхность гребешков рельефа следует отполировать для придания ему товарного вида.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Порядок работы
Порядок работы 1. Выкраивают следующие детали:– спинка с лапами – 1 деталь черного цвета;– брюшко с лапами – 1 деталь песочного цвета;– голова – 2 детали песочного цвета, 1 деталь черного цвета;– уши – 4 детали черного цвета;– хвост – 1 деталь черного цвета.2. Детали
Порядок работы
Порядок работы 1. Выкраивают следующие детали:– туловище – 6 деталей красного цвета;– голова – 2 детали красного цвета;– мордочка – 2 детали красного цвета;– уши – 4 детали красного цвета;– рога – 2 детали коричневого цвета.2. Детали туловища складывают изнаночными
Начало и окончание работы, закрепление нитей, их перенос во время работы
Начало и окончание работы, закрепление нитей, их перенос во время работы При вышивке обычно не делают узелков, закрепляя нить разными способами. Можно просто сделать на одном месте несколько крохотных стежков. Или же в начале работы оставляют небольшой кончик нитки
КАМЕННЫЕ РАБОТЫ
КАМЕННЫЕ РАБОТЫ Из камня и кирпича выкладывают фундаменты и стены. Скрепляют отдельные камни воедино с помощью разных растворов.Каменные работы можно вести с помощью подручных инструментов, но лучше все же приобрести или сделать самому специальные инструменты (рис.
БЕТОННЫЕ РАБОТЫ
БЕТОННЫЕ РАБОТЫ Подобранный по крупности гравий или щебень отмеривают нужными частями и насыпают его грядкой на деревянный щит (боек) шириной не менее метра. Затем его хорошо перемешивают или гарцуют. Цемент и песок смешивают отдельно, посыпают этой смесью перемешанный
ПЛОТНИЧНЫЕ РАБОТЫ
ПЛОТНИЧНЫЕ РАБОТЫ Нет такого строительства, где бы ни приходилось использовать бревна и жерди, бруски, брусья, фанеру и т.
СТОЛЯРНЫЕ РАБОТЫ
СТОЛЯРНЫЕ РАБОТЫ По сравнению с плотничными работами требуют более высокой специальной подготовки. Сделать двери, рамы, наличники, переплеты, плинтусы значительно сложнее, чем, допустим, отесать бревно. В столярных работах применяют различную древесину, но -лучше все же
КОНОПАТНЫЕ РАБОТЫ
КОНОПАТНЫЕ РАБОТЫ При сборке сруба между бревнами (брусьями) кладут для утепления пеньку, паклю, войлок или мох. Конопатные работы проводят лишь после осадки дома и полной просушки древесины.Используемые при конопатке волокнистые материалы расстилают ровным слоем,
ПЕЧНЫЕ РАБОТЫ
ПЕЧНЫЕ РАБОТЫ Конструкция и размеры печи могут быть самыми различными. В данной книге рассмотрены лишь некоторые, наиболее удачные, на наш взгляд, виды печей. По этим печам даны подробные порядовки, последовательность кладки, позволяющая сложить печь своими руками.Чтобы
ШТУКАТУРНЫЕ РАБОТЫ
ШТУКАТУРНЫЕ РАБОТЫ Назначение штукатурки — утеплить здание, предохранить его от разрушения атмосферными осадками и придать повышенную огнестойкость.Любое здание (особенно рубленое) лучше всего оштукатуривать после полной осадки (обычно через год после
МАЛЯРНЫЕ РАБОТЫ
МАЛЯРНЫЕ РАБОТЫ Для окрашивания различных поверхностей жилого дома нужны как водные, так и неводные составы красок, а также различные
ОБОЙНЫЕ РАБОТЫ
ОБОЙНЫЕ РАБОТЫ Стены, а иногда и потолки вместо окрашивания оклеивают обоями, которые не только украшают (особенно цветные), но и утепляют помещение. При наклеивании обоев надо тщательно соблюдать технологию
СТЕКОЛЬНЫЕ РАБОТЫ
СТЕКОЛЬНЫЕ РАБОТЫ Остекление влияет на сохранение тепла в помещении, снижение конденсированной воды, стекаемой со стекол, сохранность переплетов и коробок, нижних венцов дома и т. д. В этом деле немалую роль играют прежде всего раскрой и резка стекла, правильное
ЛИНОЛЕУМНЫЕ РАБОТЫ
ЛИНОЛЕУМНЫЕ РАБОТЫ Линолеумом или пластикатными плитками обычно покрывают полы. Эти материалы долговечны, красивы, малотеплопроводны, легко моются и чистятся, заглушают шаги при
Этапы работы
Этапы работы Устройство горизонтальной гидроизоляции стен на этапе строительства 1. Кладку (или заливку при монолитной конструкции) цокольной части стены останавливают на проектной отметке, на которой, согласно проекту, предусмотрена горизонтальная гидроизоляция.