Читайте также
Способ крепления сухой штукатурки на мастику
Данный способ предполагает разбивку оштукатуриваемой поверхности на захватки (по ширине применяемых листов), границы которых легко отбить намеленным шнуром, предварительно выверив их с помощью отвеса.Далее выполняют все
Способ крепления сухой штукатурки к деревянному каркасу
Этот способ несколько напоминает технику строительства каркасно-щитовых стен или каркасно-обшивных перегородок.Из брусков с максимальным сечением 5 ? 5 см сооружают каркас, делая ячейки размером около 40 ? 40 см
ПРОСТЕЙШИЙ СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ
Познакомившись с приемами изготовления основных деталей стола, перейдем теперь к изучению способов соединения этих деталей между собой. Самым простым и удобным является соединение деталей на круглых вставных шипах. Шиповое
Первый способ – облицовка камина керамическими плитками
В вертикальные швы кладки камина введите алюминиевые полоски с отверстиями. К полоскам на болтах прикрепите алюминиевый тавровый профиль или уголок, а керамические плитки уложите между металлоэлементами. Пустое
Второй способ – облицовка камина керамическими плитками
Данный способ полностью соответствует облицовке стен на цементно-песчаном растворе: та же техника подготовительных работ, разметки и провески поверхности; те же приемы укладки плиток и заделки швов. Однако нужно
Первый способ
Для работы потребуются нитролак и разноцветные лоскутки ткани, легко растворяющиеся лаком, например ацетатный шелк.Стекло покрывают слоем нитролака и просушивают. Пользуясь рисунком, из ткани вырезают кусочки необходимого размера.Затем начинают создание
Второй способ
Прозрачное стекло можно окрасить цветным цапонлаком. Стекло готовят так, как описано в предыдущем способе. Затем, пользуясь эскизом, лежащим под стеклом, наносят лак нужных цветов. Для того чтобы лак давал ровную пленку без потеков, его следует наносить
Холодный способ
Чтобы сделать мыло «с нуля», понадобится оборудование и ингредиенты. Помещение, где вы варите мыло, как отмечалось выше, следует хорошо проветрить, все поверхности, емкости, приборы, мерные ложки должны быть чистыми, а посуду и приборы, которые
Горячий способ
Материалы и инструменты перечислены в мастер-классе по холодному способу.Время работы: 6 часов (учитывая мытье посуды, 5 часов мыло стоит на «бане»).Горячий способ отличается от холодного тем, что вы не выкладываете мыльную массу в форму сразу после «стадии
Удобный способ развешивания картин
Если вы хотите, чтобы на одной стене висело несколько картин или гравюр, то вы можете воспользоваться для этой цели простым и удобным способом развешивания, который применяется в картинных галереях.Укрепите на верхнем крае стены,
Цветы – еще один способ украсить жилище
Ничего не сделано, коли что-нибудь недоделано.
Современный городской человек отдален от природы, поэтому в наших домах не хватает живого. Вместо этого в них появляется все больше синтетических материалов. Линолеум, а также краска и
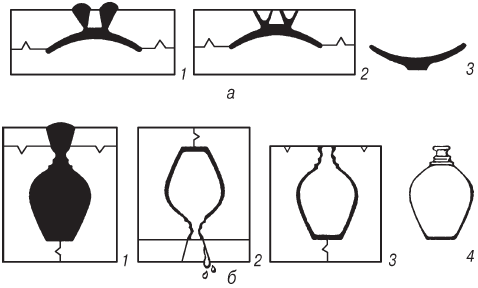
Наливной способ
Этот способ применяют тогда, когда нужно получить монолитное изделие. Шликер заливают в специальную гипсовую форму, которая имеет две рабочие поверхности. Заполнив пространство между ними, шликер оставляют там до подвяливания изделия. В связи с тем, что
Способ применения клея Fix-it
Обе склеиваемые поверхности камней (поверхности могут быть неровными) очистить от грязи (обезжиривать не обязательно) и нанести из тюбика слой клея в 1–2 мм, после чего поверхности прижать друг к другу, чтобы они смочились клеевой массой. Затем